
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Modern society has come a long way since the arrival of the Model T in 1908. From the early days of hand-cranking, no heat, unreliable mechanical performance and loud dirty engines, there is no doubt that today’s automobile is a marvel by comparison. With onboard diagnostics, fuel sensors, air conditioning, semi-autonomous navigational controls and other features, it is almost as if the automobile of today isn’t even the same device as the creaky old model T’s of a century ago.
Yet, the passenger automobile does the same thing now as it did back then. It carries us from point A to point B for business, pleasure and necessity. Because its purpose has always been singular, drivers understand the evolution and what it means for their driving experience. They understand that cars today are quieter, cleaner, more reliable and more fuel efficient. And while they may not understand the technology under the hood that has delivered all these advances, they understand that combined, these systems have impacted the automobile to bring it to where it is today.
Connecting the Dots and the Data
It is easy to see the combined effect of new and emerging technologies in an automobile because of its singular purpose. And regardless of the system on an automobile, almost all the improvements have centered on improving data capture and applying that data within the automobile to realize the improvement. But for manufacturing, the benefits and impact of these technologies and the impact of that data are not always obvious. And even as manufacturers become aware of the volume of data they could capture, they may not understand the value of that data and how it can impact their operation to improve their experience.
One reason is that unlike the automobile, vast differentiation in products has inhibited a single understanding of the benefits of big data. Because a toothpick manufacturer has vastly different needs and requirements compared to a biopharmaceutical company, they often seem like different animals altogether. But just as with the automobile in the last century, data is changing manufacturing at an astonishing rate in this one. Here is a look at six ways data is impacting manufacturing regardless of the product:
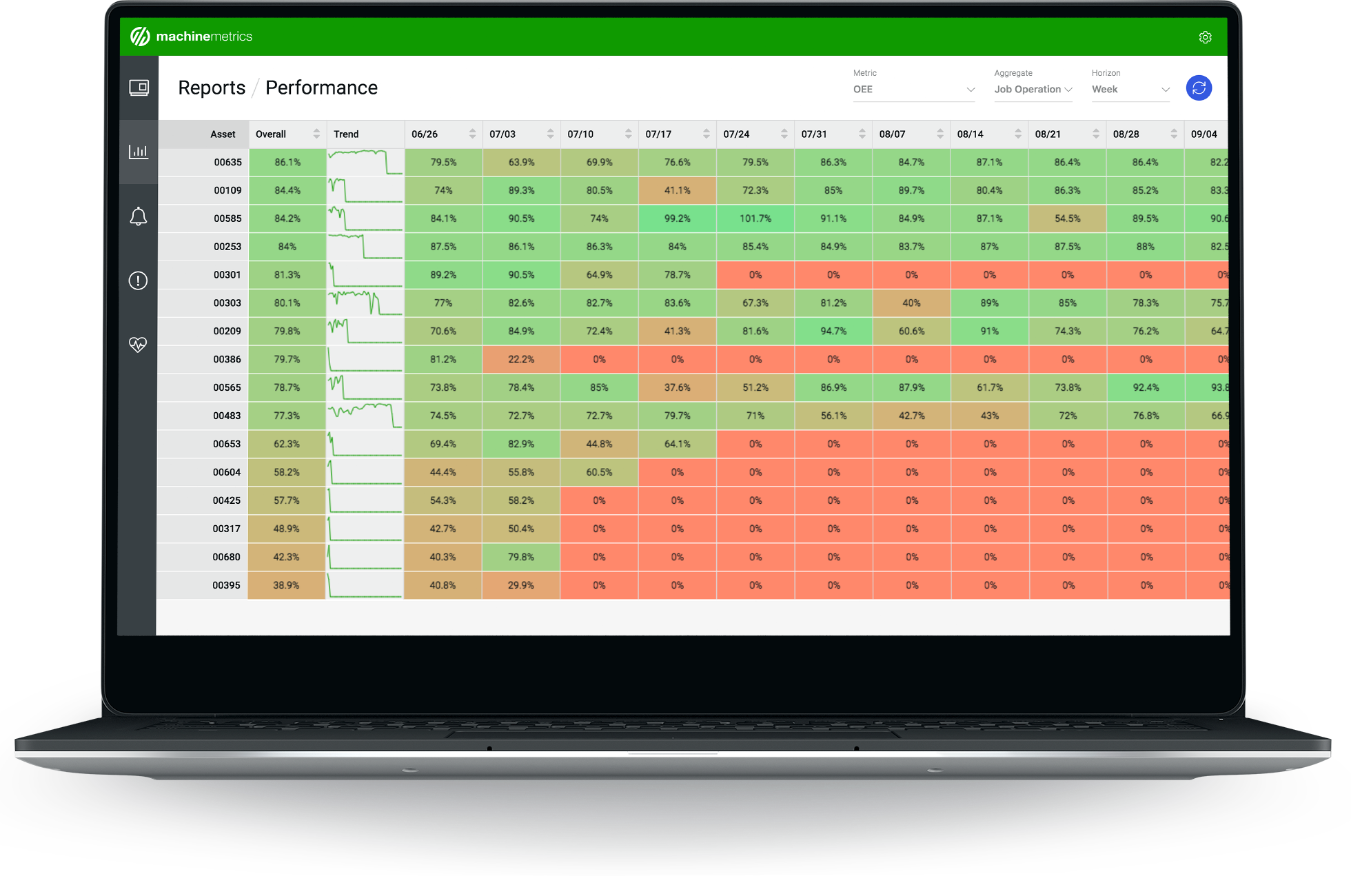
Production Efficiency – No amount of data capture would make a difference if it didn’t improve the ultimate goal of production efficiencies. And the results for manufacturers deploying data capture and analytics have already delivered big returns. When Harley-Davidson began leveraging factory data through analytics, it was able to lower new order production from 21 days to six hours resulting in a $200 million in annual savings. Likewise, Hershey was able to realize up to $500,000 in savings for every one percent in improved efficiencies for its operations when it added data analysis to its operation.
It is estimated that in modern manufacturing equipment, digital logs from a single machine can produce up to 5 GB of data per week. But this volume of data exceeds the ability for humans to properly analyze it. When combined with the reality that most manufacturers utilize multiple machines across their operation, the size of the data available increases exponentially.
However, when combined with IoT technology and cloud-based analytics, companies have begun to make gains in efficiency beyond what could be realized through applications such as Lean and Six Sigma. The result is reduced processing flaws, optimized JIT performance within the supply chain, reduced downtime for changeovers and faster (and often autonomous) response to machine and zone-specific quality variations.

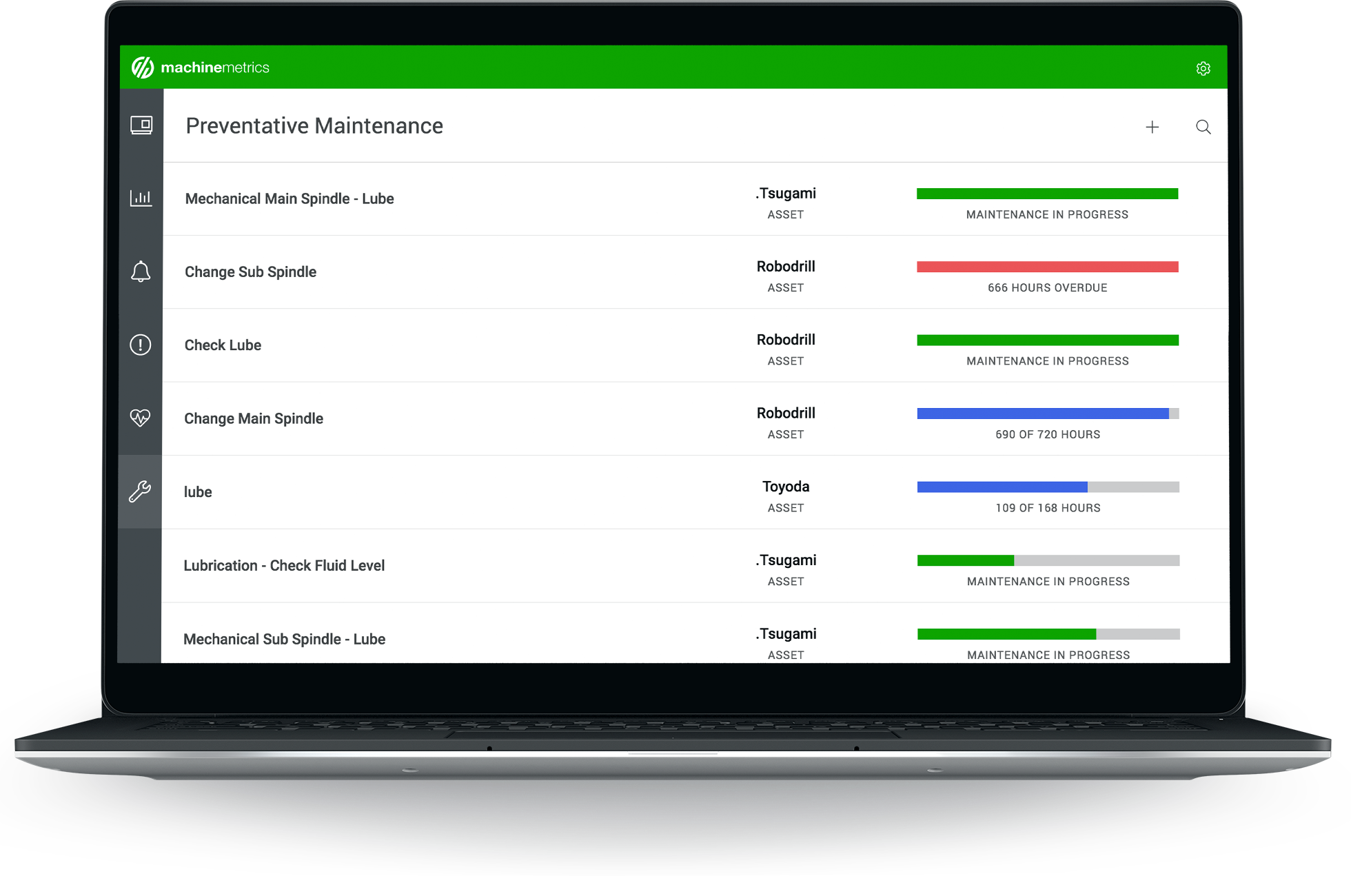
Maintenance - Data capture is also changing the way factory equipment is maintained. With proper use and analysis of data, a shift is underway from preventive maintenance to predictive maintenance. By gaining access to deeper historical and real-time performance data, managers and engineers can plan repairs that take place during changeovers to lower overall downtime. They can also order parts ahead of a predicted part failure to decrease unplanned downtime. The net effect can be as much as 25% reduction in maintenance costs.
Data can also be used to point them to a specific location of failure thus reducing the trial and error element of traditional maintenance practices to narrow down the affected part. And when combined with machine functionality, it is possible in some cases to have equipment adjust a run mid-cycle, adjustments that were previously done “hands-on” by a technician. The result is both improved quality and less downtime.
Traceability – Traceability has always been a tedious element in many manufacturing operations. Traditionally, it was a manually driven data “gathering” that was then input into a records system to ensure compliance or mitigate product liability risk. The level of traceability (by factory, shift, machine) dictated the level of time and labor required to gather and formalize the data. With the advent of big data, traceability is less labor intensive and more precise. For industries that produce products where quality failures can lead to product liability claims or threaten life or health, this is a critical benefit. With the right application of analytics, data can now be used to provide traceability to the machine level, zone or component level and to log and store the data automatically.
.png?width=1960&name=03_comp_Job--Part-Reporting_laptop-(1).png)
IT as Production Partner – Traditionally, IT functions within manufacturing were considered a necessary evil. There was production, and then there were departments considered necessary but with no value add proposition. Along with departments such as planning and purchasing, IT was often considered simply as “Overhead”. As a result, IT departments and support systems regularly fell behind in capital planning because they were considered a cost to control rather than a value-added partner within the production ecosystem.
The rise of big data within manufacturing is changing that. Now, data - combined with the appropriate analytics software - can identify trends and cast light inroads for improved efficiency. In some cases, it can even deploy changes or adjustments autonomously. These days, rather than just provide data support, big data allows for IT to be integrated into production to increase efficiency beyond what was possible a few years ago. In this way, the mindset toward IT is shifting from that of an overhead function to one that considers it a partner and an integral part of production. By integrating IT as part of the production process, scheduling, capacity, costing and machine specific production analysis make manufacturers more agile.
Opening the floodgates
As the march of big data continues, it is clear its impact will revolutionize global manufacturing. Challenges such as how to add data collection and analytics to capital plans will need to be addressed as well. But before that can happen, each manufacturer must determine what amount of data they currently have at their disposal, and, more importantly, what they don't have before they can figure out exactly what to do with it. Once these questions are answered, they can then seek out analytics in the form of service solutions that will help them harness and manage that data and take full advantage of the coming tide.
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



.gif)






Comments