
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Amidst the rapid technological evolution, the manufacturing industry stands at the beginning of a monumental shift driven not only by fancy machines, gears, or assembly lines, but by the invisible, yet potent force of smart, AI-driven automation.
"AI is reshaping the manufacturing landscape in ways previously imagined only in science fiction. The journey of AI in manufacturing is not just ongoing; it's accelerating." - Rutherford Wilson, Chief Product Officer, MachineMetrics
Yes, the conversation around AI in manufacturing has intensified, particularly following the advent of advanced platforms like ChatGPT. However, beyond the buzzwords and the hype, there lies a pressing question: What is the tangible impact of AI in the real world of manufacturing? How does it move beyond being just a futuristic concept to a practical tool that drives efficiency, innovation, and growth?

In this article, we'll start by examining the realistic scope of AI in manufacturing, focusing on some achievable applications as well as forward-looking use cases. The key lies in starting simple - with automated shop floor data collection. This foundational step is crucial for any manufacturer looking to gradually integrate AI into their operations.
After all, AI is nothing without data, and this data needs to be of high quality for the outcomes of AI to be accurate and useful. Garbage in, garbage out.
We'll also provide an inside look at how MachineMetrics is using AI to drive value for customers.
The journey of artificial intelligence (AI) in the realm of manufacturing is a fascinating and evolving narrative. It's difficult to know exactly what the current adoption rate of AI is, especially in discrete manufacturing.
Below are various data points. Keep in mind the differences in types of data collected, and the number of survey participants, which likely explains some of the variation in results.
Like any new technology, there is likely to be an early period of inflated expectations and hype followed by a hangover of unassuredness - Gartner currently places Generative AI at the "peak of inflated expectations.
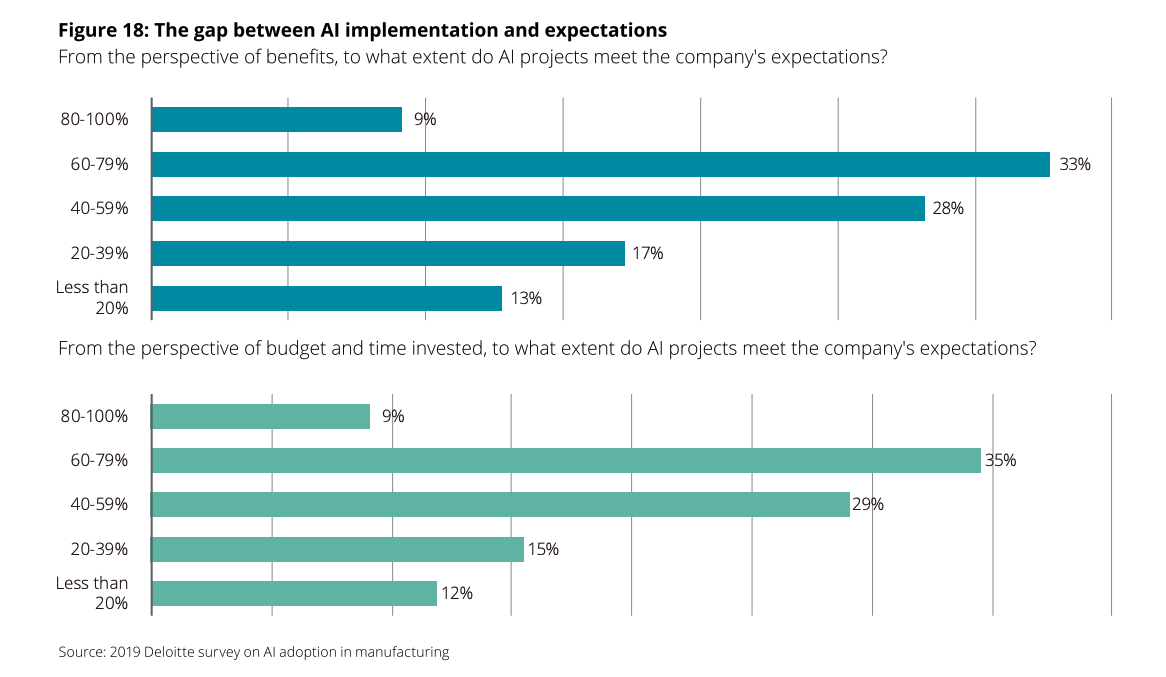
According to a Deloitte report, 91% of AI projects have failed to meet expectations. [Source]
Organizations at the forefront of manufacturing innovation have been deploying AI solutions for several years, but many of these efforts have failed to meet expectations.
However, manufacturing leaders continue to see the potential value and are willing to invest in use cases across production, products/services, supply chain, and business operations. According to Wipflir, 41% of manufacturers plan to invest in artificial intelligence solutions in 2024.
Our customers echo this sentiment, acknowledging the challenge at hand but seeing the potential in what AI can offer:
“Many AI experts believe that more than 85% of projects in manufacturing are not going to be successful, mainly because there is a lack of understanding among professionals about what AI can and cannot do. After Open AI introduced Chat GPT, the race among industry players has turned into a ‘Fad’ for faster adoption of AI. My recommendation would be to start a couple of good AI projects, train all organizational levels about AI to create awareness, engage leaders in creating a pipeline of potential AI projects in the company, and then build a high-level strategy for larger implementation”. - Manoj Mohta, Continuous Improvement Director, Avalign Technologies
Generally, AI applications will be built upon (or pursued after) foundational systems, relying on existing OT (operational technology) and IT systems. As you will see in the below chart from Wipfli, these more commonly deployed solutions include the cloud, ERP, data analytics, and production monitoring.
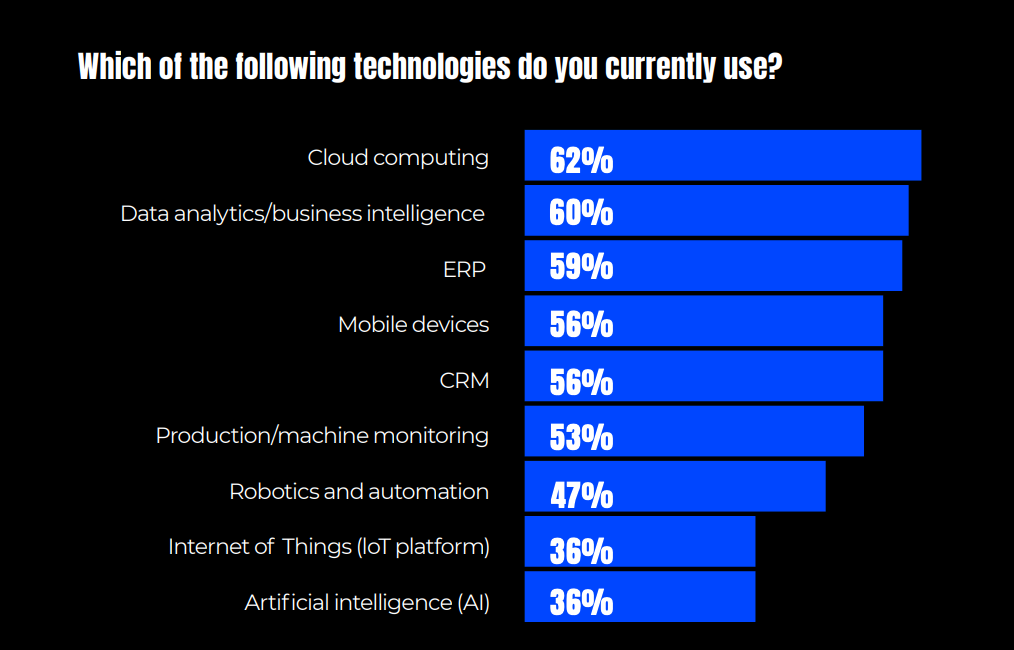
Wipfli State of Manufacturing: 2024 Outlook Report
The reality is that any AI application requires some form of data to rely on. When it comes to smart production use cases like factory automation or predictive maintenance, this means highly accurate shop floor data.
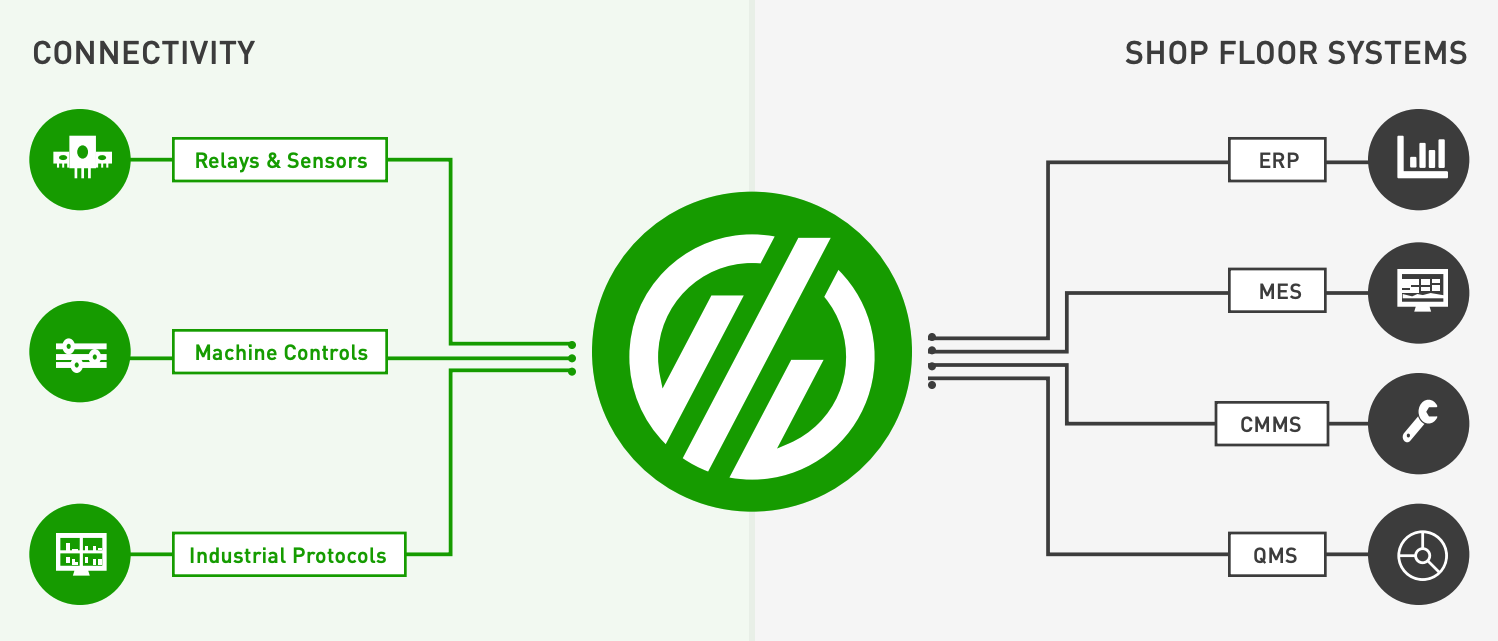
As a result, machine monitoring serves as a foundational step toward embracing AI. Machine monitoring systems, coupled with shop management ERP systems, are crucial in gathering the raw data that feeds into the sophisticated data analytics enabled by machine learning.
Marrying the business context of what part is being manufactured (from the ERP) with real-time machine data (from the production monitoring system) unlocks additional use cases for identifying waste and optimizing production. Once again, for the AI applications to be possible (and useful) it's incredibly important to have context applied to the raw data that is fueling the AI application.
In this way, users can slice and dice data across the dimensions that truly matter to the business, including operations, work orders, machines, shifts, etc. versus simply analyzing, for example, raw utilization data.
Interestingly, AI can actually help us accomplish this data contextualization - we will dive into how this is applied with MachineMetrics later on in this article.
"Whether they [manufacturers] realize it or not though, machine monitoring is the first step because the real promise of machine learning, which is a subset of artificial intelligence is data analytics... And machine monitoring systems and shop management ERP systems provide the raw data that you need for that analysis." -Matt Danford, Senior Editor, Modern Machine Shop
Currently, the state of machine monitoring in manufacturing is impressively advanced. Facilities are increasingly implementing systems that extract data directly from machine controls and sensors. This advancement is not just beneficial for preventive maintenance but also plays a critical role in performance analysis, offering real-time insights for both managerial and operational purposes.
The true value of machine monitoring lies in its ability to offer a clear, unbiased view of a facility's operations. This accurate and immediate data collection paves the way for the adoption of Artificial Intelligence.
While Artificial Intelligence and Machine Learning are closely related and often used interchangeably, they are not the same. AI is the broader concept of machines being able to carry out tasks in a way that we would consider "smart". It's about creating systems that can perform tasks that would normally require human intelligence. Machine Learning, on the other hand, is a specific application of AI that focuses on a machine's ability to receive data and learn for themselves.
The key difference lies in their scope and capabilities:
| Artificial Intelligence | Machine Learning |
| Definition: At its core, AI in manufacturing refers to the creation of intelligent machines that can simulate human thinking and decision-making processes. This involves problem-solving, learning from past experiences, and making adjustments to improve efficiency and outcomes. Application in Manufacturing: In a manufacturing setting, AI is used for a variety of applications, such as optimizing production schedules, predicting equipment failures, and enhancing supply chain management. For instance, AI can analyze historical production data to forecast future demand, allowing for more efficient resource allocation. |
Definition: Machine Learning is a subset of AI focusing specifically on the ability of machines to learn from data and improve over time without being explicitly programmed for each task. It involves developing algorithms that can process large volumes of data, identify patterns, and make decisions with minimal human intervention. Application in Manufacturing: In manufacturing, ML can be used for predictive maintenance. By analyzing data from machine sensors, ML algorithms can predict when a machine part may fail, allowing for proactive maintenance. |
AI offers a range of possibilities for both large corporations and small to medium-sized enterprises in manufacturing. However, there's a notable gap in the perception and adoption of AI technologies. While some companies view AI as a distant, futuristic tool, others are actively integrating AI solutions into their processes.
AI-driven predictive maintenance in discrete manufacturing involves using sensor data to anticipate equipment failures. AI algorithms analyze patterns and anomalies to schedule repairs (or alert maintenance teams) before breakdowns occur, minimizing downtime and reducing maintenance costs. With deep machine connectivity, key conditions can be captured and used to indicate impending failure by the algorithm.
In quality control, AI can automate product inspection with a computer vision system. The system can detect defects faster and more accurately than human inspection by learning from extensive datasets, ensuring consistent product quality and reduced waste.
AI-enhanced collaborative robots (cobots) work alongside humans, improving productivity and safety. These cobots adapt to their environment and assist in various tasks, including assembly and material handling.
Digital twins utilize AI to create virtual replicas of physical systems, offering real-time monitoring and predictive modeling. This technology aids in proactive problem-solving, operational optimization, and future planning through simulations.
'Lights out' factories rely on AI, IoT, and robots for full automation, functioning without human intervention. Though this may seem like a future state, many manufacturers are enabling lights-out operations.
Our team has begun incorporating elements of machine learning and AI into the platform, with the predominant focus on machine learning at this stage. By applying machine learning to the data that MachineMetrics captures, there are opportunities to capture key operational data, connect machines faster, and drive advanced insights.
Connecting machines on the shop floor is foundational to everything we do. While each machine has its nuances, standardizing their connectivity can be challenging. To address this, we've developed a smart connectivity agent. With just the machine's display name and IP address, this agent simplifies the process. It rapidly scans machines, decides the best connection method, and standardizes the data. Ideally, this means connecting 100 machines in minutes, although realistically, some issues might arise.
These issues, ranging from network problems to non-standard configurations, are part of the process. The agent not only identifies these problems but also suggests potential fixes, making the troubleshooting process much more efficient. This approach to connectivity ensures quick, effective integration of machines, keeping minor hiccups in stride.

MachineMetrics has upgraded our ability to interpret and contextualize machine data to automatically connect the program being run to the part and operation as it would represented in your ERP. Just load your program on the machine and we figure the rest out. Using data from the program's G-code we use another smart agent to determine what part and operation is being made. The smart agent reduces the input required from operators and easily enables users to understand the production analytics our platform is known for.
Understanding if you are making parts as fast as reasonably possible is a critical aspect for every manufacturer. But what if you are not truly sure of the ideal cycle time for each operation? We have found that even if the ideal cycle time has been diligently calculated, many times the information is stale. In other cases, it is simply not known at all. We are now leveraging advanced tools to calculate your ideal cycle time as soon as you start making a part. As this data point is foundational to calculating OEE, this smart agent helps ensure your OEE is always represented accurately.
The development and integration of these AI and machine learning capabilities in MachineMetrics face challenges such as ensuring data security, privacy, and proper back-end infrastructure. The goal is to create a system where AI not only facilitates data exploration but also proactively guides users toward operational improvements and efficiencies.
We're excited about the future of manufacturing technology, especially when it comes to applications of Artificial Intelligence. MachineMetrics can offer a foundation for shop floor data to help you fuel AI applications, offering you deep machine performance and condition data in real-time. Most importantly, this data will have the added value of key operational context.
Want to see the platform in action? Watch an on-demand demo or set up a time with our team.
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



.gif)






Comments