
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Lean manufacturing is a philosophy founded on a strategic approach to continuous improvement and sustainability through the holistic elimination of waste and inefficiencies throughout an organization.
Lean manufacturing is more than following a set of rules—rather, it is a philosophical approach that requires changing the pervasive mindset within an organization towards one of learning, innovation, and agility. An important set of ideals to this philosophy is the Toyota Production System (TPS), a set of guiding principles that influence many Lean organizations today. Some concepts, by name, that you might see in a Lean organization are: measurable everything, KPIs, visualization of data; value stream mapping; and a demand-based, “pull” approach to manufacturing.
Jump to a section:
The development of Lean manufacturing can be traced through history, even before the birth of TPS. While humans naturally desire to improve systems to be more efficient, Frederick Taylor wrote early accounts and Lean production (although not yet known by that name), releasing Principles of Scientific Management in 1911. Henry Ford is commonly referenced as the true starting point of Lean, influencing even Toyota’s principles, because his distaste for waste led him to ruthlessly cut inefficiencies from his auto manufacturing business.
Studying methods within these early documents, Taiichi Ohno began to develop the world-renowned manufacturing processes of Toyota and, with them, the TPS. John Krafcik, an MIT alumni that now works at Hyundai, is official originator of the term “lean” as it relates to manufacturing, coining it via an article he released in the late 1980’s outlining how facilities following these sorts of principles performed better both in productivity and quality, as well as an account of how companies could reduce risk while implementing a “Lean” philosophy.
Eliminating waste from the process of manufacturing—whether time, material, or labor—is a high priority, foundational task within a lean manufacturing strategy. There are eight standardized, defined forms of waste that manufacturers can examine that lead to a comprehensive view of where the organization is losing profits to inefficiencies.
We previously covered the eight wastes of lean manufacturing in an in-depth article, but below is a summarized version.
Lean manufacturing has gained such popularity for a reason—it works. More specifically, it works to reduce inventory overhead, reduce overtime, postpone capital investment, increase throughput, and reduce lead times by an average 99%. Lean manufacturing also results in improved customer service, higher quality, greater innovations, improved stock turns, and obvious boosts to productivity and value-add per person. This offers great financial benefits and supports companies in quickly scaling their operations. Lean strategies also boost agility and competitiveness.
In order to achieve this wide range of benefits, there are tools and techniques for organizations to learn and effectively implement, as well as lean manufacturing software to enable these approaches. There are physical tools like those mentioned above such as red tags and shadow boards. There are also systems, tools, and techniques for lean manufacturing that are more philosophically-linked such as:
This method promotes manufacturing the right amount at the right time—exactly as much as the customer wants when they want it. This reduces inventory waste.
This means the real, physical space of work where value happens, like the factory floor. Managers can regularly go on-site to get a close-up understanding of processes and their associated issues, referred to in lean manufacturing as a “Gemba walk.”
This is a hugely important tool to lean manufacturing, and it refers to a visual representation, like a flow chart, of every single thing in the business that adds value. Waste and inefficiencies become much clearer using this method.
This is the philosophy of continuous improvement that underpins lean manufacturing. Learn more about the benefits of Kaizen in manufacturing.
These are places where inefficiencies squeeze productivity to a much slower pace than other items that surround them in their value stream. Reducing inefficiencies here will have a substantial impact, because other aspects of the manufacturing business can already support growth after this process is no longer a limiting factor. It’s “the thing that’s holding you back.”
This is a planning system that separates tasks into to-do, doing, and done so manufacturers can focus and manage what’s relevant at the right time. Inventory reduction is one of many benefits of a kanban system.
This means keeping production moving at all times with little to no waste or downtime. Continuous flow relies on a manufacturer's ability to examine, evaluate, and improve upon their products and processes.
Armed with these tools and an openness to operate under a new paradigm by making systemic, philosophical changes, manufacturers can create optimized facilities and processes that eliminate waste as well as supercharge their progress and growth potential through lean manufacturing.
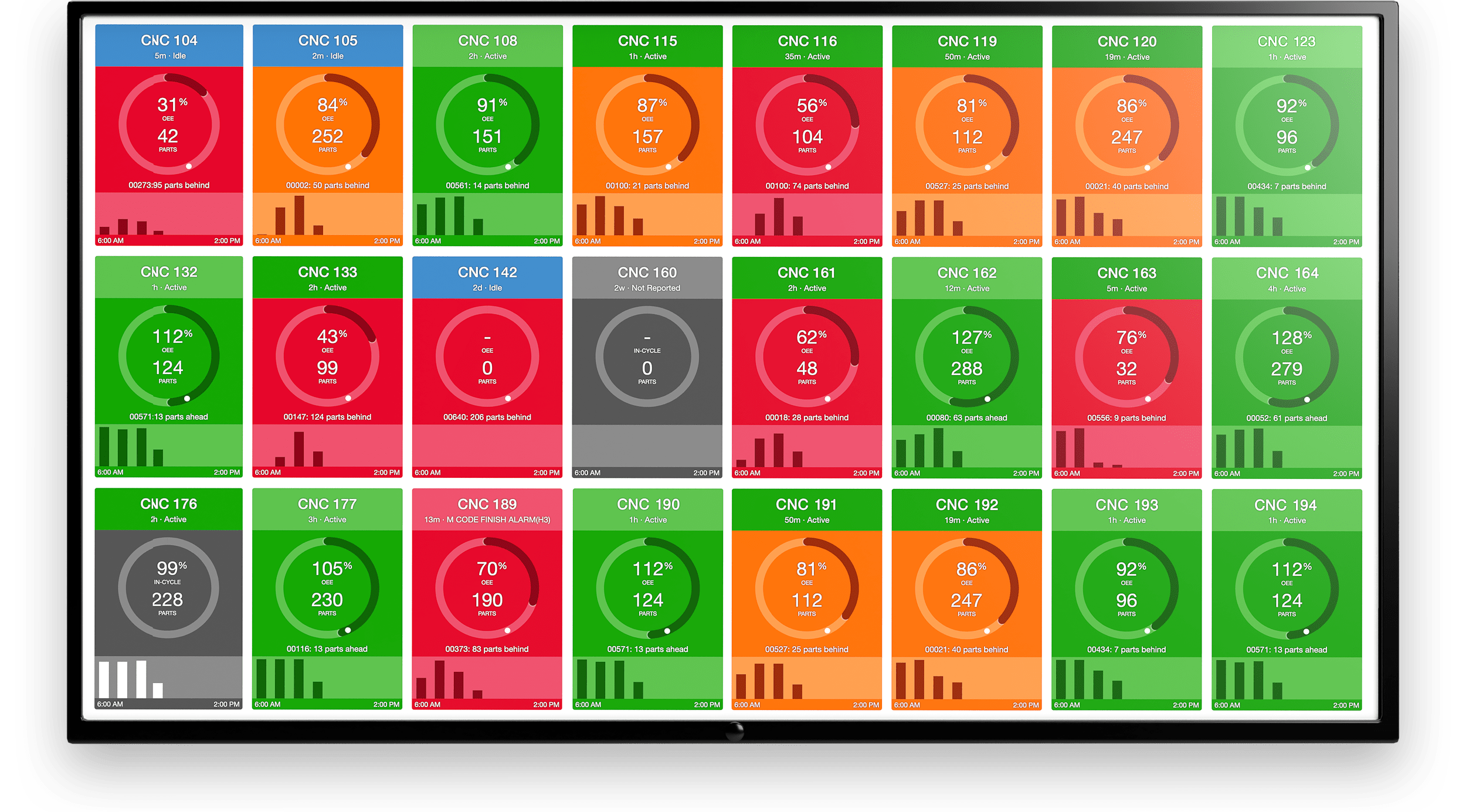
Interested in how an Industrial IoT Platform purpose-built for manufacturers can help drive your continuous improvement initiatives? Get real-time visibility into shop floor performance, track your most important metrics, reduce downtime, and more, all with a plug-and-play solution.
Learn about the MachineMetrics Industrial IoT Platform or book a demo today.
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



.gif)






Comments