
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

We're not here to tell you that MES is dead. Rather, the landscape of manufacturing technology is changing...rapidly.
And legacy solutions like ERP and MES have fallen behind, which is hurting shop floor production.
It is now more important than ever to make fast, informed decisions based on real-time, accurate, and reliable data (which is something these legacy solutions simply cannot do well).
Most manufacturing engineers and production managers rely on Manufacturing Execution Systems (MES) to manage their production processes and inform decision-making. But legacy MES systems are forcing manual data collection and analysis, leading to delayed, inaccurate data that makes decision-making all the more difficult.
How are you supposed to know what to focus on next when the data isn't clear?
Legacy manufacturing management systems hold companies back in many ways. MES software is less agile and flexible in responding to the potential that a data-driven factory can offer. At the end of the day, MES is a software system that responds to process-driven inputs rather than data. They often represent a patchwork layer of functionality from acquisitions and add-ons that apply to business needs in different ways, depending on the industry.
Further, MES often requires extensive customization from IT professionals, which adds cost and time to the operation. MES software is usually linked to other software, such as quality and ERP systems, with similar shortcomings.
Every industry encounters risks in managing its manufacturing environment. These risks can impact cost efficiency and undermine competitiveness. Here are some of the risks associated with legacy management solutions such as ERP and MES.
Budget is always a concern in software implementation, and this is no different for implementing an MES system. These systems rarely come in under cost. In addition to the purchase cost and licensing of the MES software system itself, hidden risks act as a drag on resources.
Training, learning curve, third-party programming, IT skillsets, and more are difficult costs to pen down when evaluating a system. And because the same dynamic is repeated when considering ERP systems, quality software, and supply chain management platforms, the budget risks for the business can become overwhelming.
Due to the process-driven nature of MES systems, they’ve been designed to be broad and used across many industries. But that’s a main part of the problem - the breadth is not set up to receive and analyze real-time data. Instead, it works within established programming to accept inputs that may be error-prone, biased, and missing data. This means that excess human intervention is needed just to make the system deliver outputs that are often inaccurate and delayed. When skilled labor exits, the training process must be repeated to keep the system viable.
Change management presents risks for any business. A manufacturing execution system requires extensive customization for its value to work for each company. These changes can impact connected machinery, extracted and transformed data, and user training requirements.
Each of these things requires well-designed protocols to make sure they happen accurately and on time. In many cases, the company's protocols for change management are also manual. This means there could be a time lag between the changes and the update to inform everyone. Each delay ripples through the MES system, reducing the efficiency of insights.
A monolithic and overly broad MES system that seeks to be everything to everyone will almost always guarantee surprises. An example could be something as small as incompatibility with units of measure or as complex as having to design different customizations for multiple factories within the same company but running different finished products.
These unforeseen events can trigger yet another cascade of third-party expertise, more customization, additional training, or even outright workarounds. The result is longer implementation time, higher costs, and frustrated staff.
Technical risks may remain or occur long after successfully implementing the manufacturing execution system. Human error - such as failure to reconnect an asset, moving machinery, replacing parts, and other factors - can create technical bugs that must be tracked down and fixed.
Many companies with an extensive in-house IT infrastructure have built that structure piecemeal over the years. Communication protocols, different OEM components, and other infrastructure challenges can compound technical issues.
Internal conflicts can arise from different business functions within the company, such as IT and operations, having different priorities and goals. Operations managers and staff want flexible reporting, faster access to data, and a host of other tools to take advantage of what the system has promised to deliver. IT professionals must limit these resources because of budget, staff workload, infrastructure capability, or skillset.
Implementation teams can also experience internal conflict when different team members want to take different approaches. The tug-of-war can slow down or even stop the implementation process. A company's culture is key to successfully implementing an MES solution, but as risks and mistakes pile up, that culture can turn sour, limiting the benefit and making it difficult to fully deploy.
Like change management, pulling all these pieces together requires tight and efficient project management. If the project takes too long or if communication isn’t precise, implementing the MES system can compound costs for a program that was almost certainly doomed to exceed budget to begin with.
Many aspects of project management may be under the umbrella of an ERP system which has many of the same inherent risks as a manufacturing execution system. This fragmented approach and operability reality risk forcing what should be agile, dynamic decision-making into a process-driven framework.
Many MES systems were designed for specific industries. The highly competitive nature of managing a complex manufacturing environment has driven many of these vendors to seek wider applications for their software. The same is true for many MES systems' general “one size fits all” structure.
Some systems may work well in process manufacturing but less well in discrete industries and batch manufacturing. Companies should look closely at what type of manufacturers have chosen the software previously.
One of the biggest risks with an MES system is that it’s often a complex and comprehensive system. Trying to manage this added layer of complexity on an already stretched IT staff can lead to frustration and delays. Any company implementing an MES system must factor in the time and resources required to manage this system. This includes defining data requirements, setting up workflows, and maintaining the system.
In addition, manufacturing execution systems may be too complex from the beginning. For example, a system could be intended for one type of company but poorly chosen by a different type of company. A business that overbuys a system with more features than they need could face higher costs, a lowered ROI, and a frustrating workflow.
Because they cannot anticipate the needs of every industry and business, manufacturing execution systems have evolved by adding functionality piecemeal. MES systems and other platforms like ERP software have likely experienced the acquisition of other small companies to enhance or expand their reach, adding interoperability risks and the chance of bugs.
There was once a time when MES systems were advanced in managing data insights for manufacturing. But with the digital transformation of manufacturing underway, legacy ERP and MES solutions have fallen by the wayside.
The reality is, MES solutions need accurate production data.
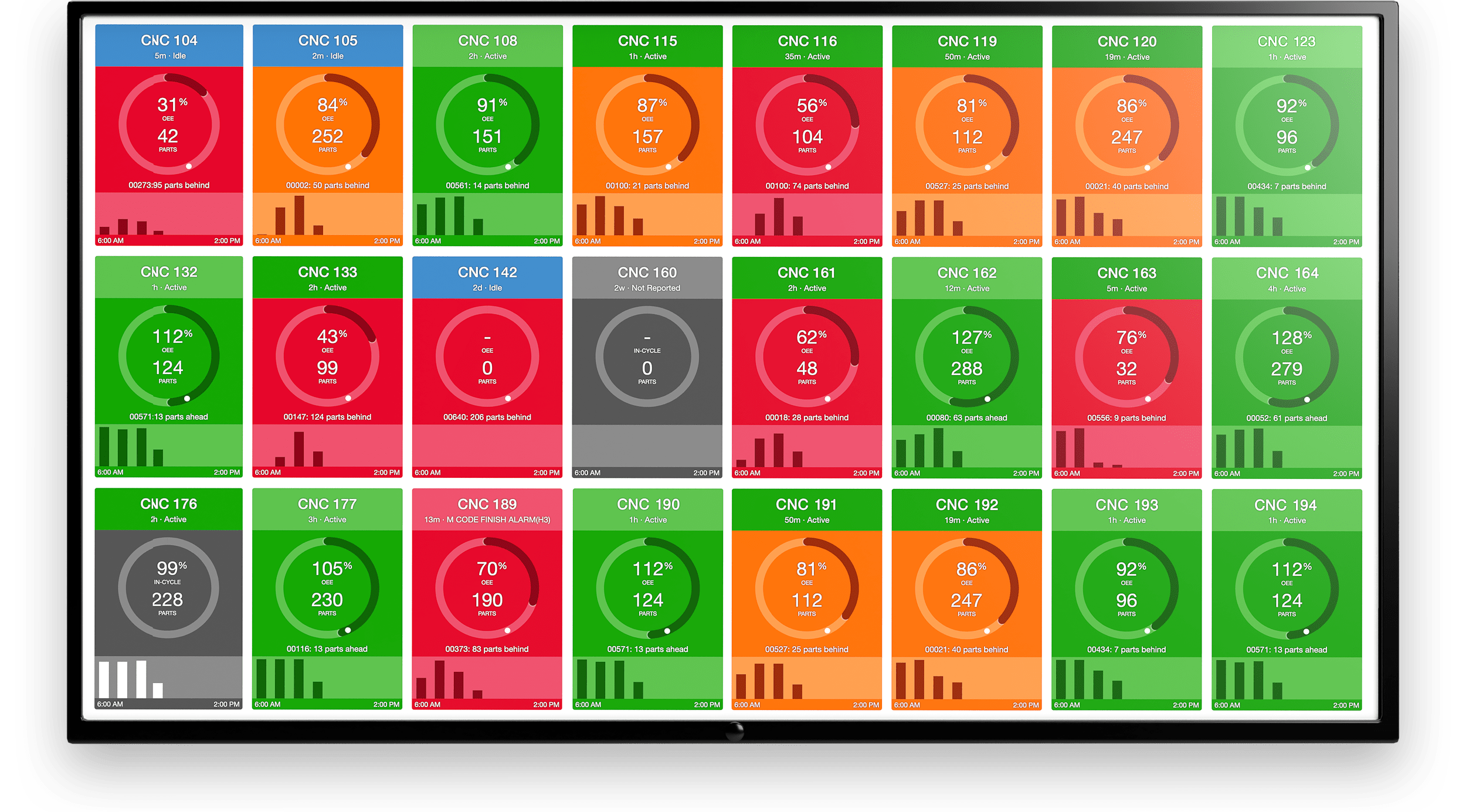
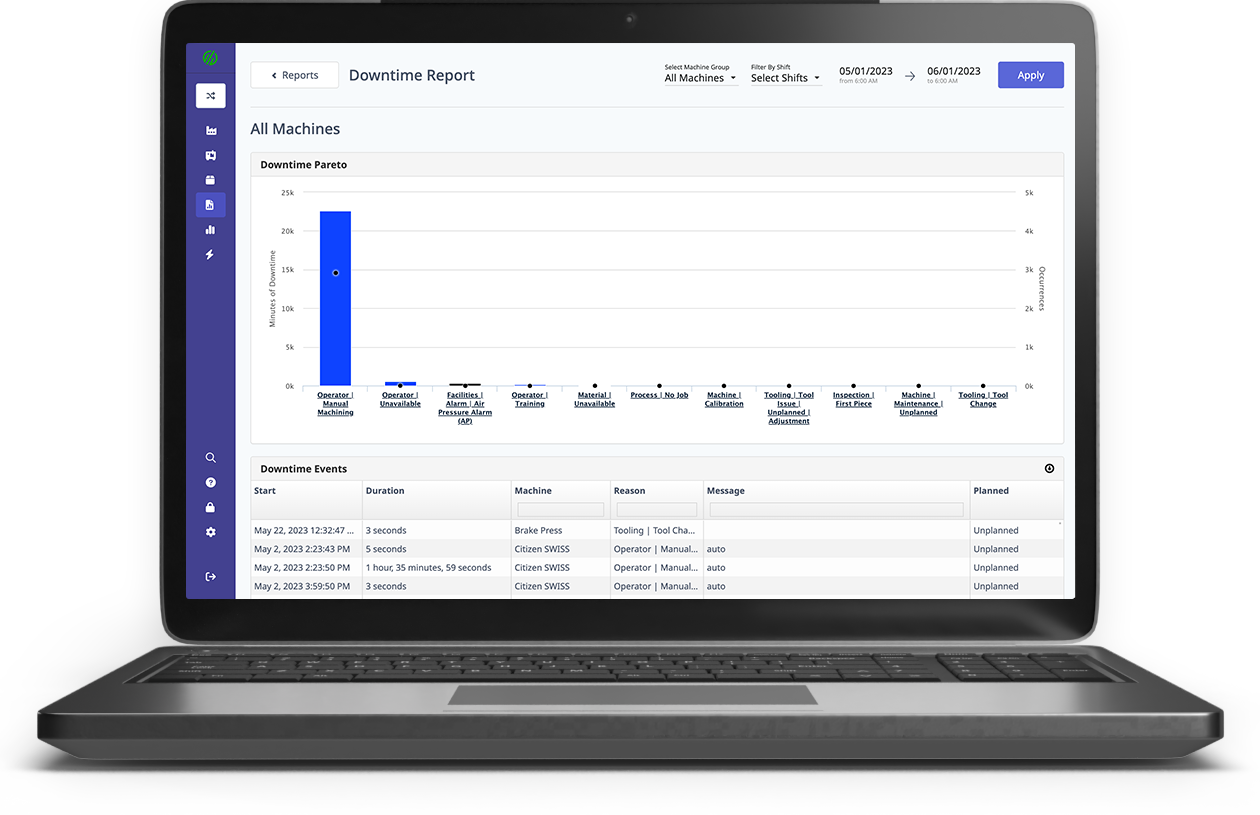
MachineMetrics is at the forefront of this transformation, enabling a digital factory ecosystem with real-time production data. MachineMetrics delivers actionable insights and integrates with other factory floor systems, including ERP, MES, business intelligence, and more.
With this powerful platform, MachineMetrics enables manufacturers to eliminate manual data collection and harness the power of all floor systems under a single version of the truth.
Learn how you can build a best-of-breed factory stack to avoid the many problems associated with legacy systems.
Want to see what a machine data platform can do? See it in action for yourself:
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



.gif)






Comments