
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Manufacturing industry process manufacturing software has been around for many decades. As it has evolved, it has revolutionized production processes across different industries. It is used in process, discrete, and mixed-mode production to manage, track, and improve production.
Companies that use manufacturing production software can grow their businesses by enabling greater control of processes and resources to drive optimal output. These manufacturers can better control and manage costs and processes, improve product quality, and ensure timely customer shipments.
![]()
Paper-based manufacturing is time-consuming, error prone, and not scalable.
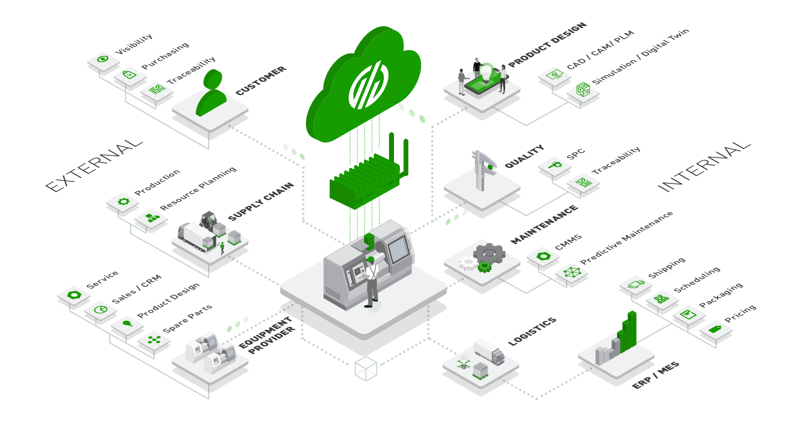
With the machine data component in place, other production software solutions will become far more effective:
MRP is one of the oldest software platforms used by manufacturing businesses. In MRP, productivity is increased on the shop floor by managing the inventory levels required for producing goods. With multi-level BOMs, MRP can explode raw materials down to the component level with the amount needed for each part. It can be further linked to purchase requirements and "on-hand" versus "available" inventory. Production schedules can be produced to optimize the right product and activity on the shop floor.
ERP is used in manufacturing businesses at the enterprise level. Manufacturing ERP software platforms have the same functionality and purpose as MRP but link these functionalities to human resources, accounting, purchasing, sales, and marketing. The added data layer can make the MRP functionality more dynamic and accurate as it is tied directly to incoming sales and demand data.
MES is a type of manufacturing solution that signals an attempt to tie raw materials processing through the shop floor all the way to finished goods in real time. Manufacturing execution system software can manage various functions across the operation, including quality control, production, maintenance, labor, and others. The downside of MES is that the data supporting how these functions are managed is based on inaccurate, delayed data, and the overall approach is material and process-centric.
For companies looking to improve their manufacturing practices, there are many benefits to tracking and managing manufacturing production with software. With the right ecosystem of solutions in place, an unlimited number of use cases can be supported. Here are some of the primary benefits:
Inventory purchasing and holding costs can drag a company's cash flow. With automated inventory tracking, manufacturing operations can realize better inventory control to ensure they have what they need when needed.
With MRP, shop floor activity can be planned to meet the complexity of the product mix. This means better utilization of labor resources. With machine monitoring solutions, manufacturers can also squeeze greater capacity out of their equipment by identifying and reducing downtime and other forms of waste.
Companies can optimize processes and unlock capacity with reliable schedules that reflect accurate BOMs and routings. Downtime can be reduced with scheduled maintenance done during changeovers. You can also quickly adjust schedules impacted by a breakdown. This improves OEE and reduces CAPEX spending.
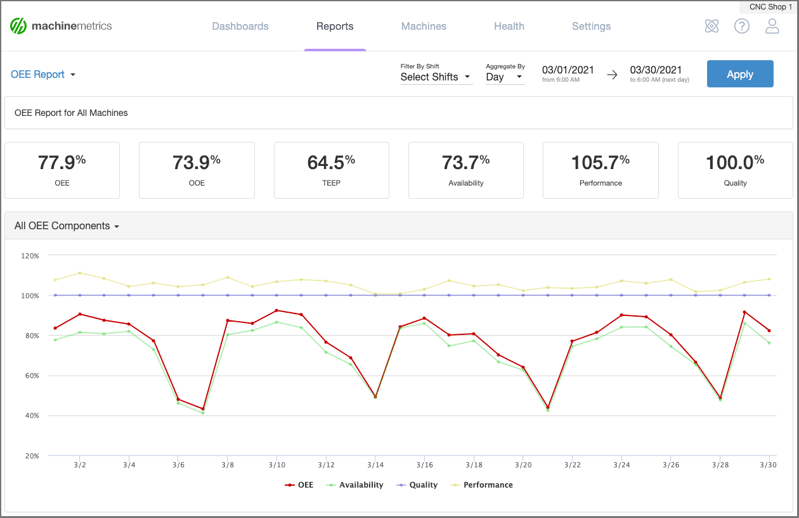 OEE reports from MachineMetrics can provide real-time insight into where you stand against production goals.
OEE reports from MachineMetrics can provide real-time insight into where you stand against production goals.
Because production manufacturing software allows for cost rollups into the BOM, it can be linked to machine speed, product mix data, and other incoming information captured at the machine. From this, economic ordering strategies can be developed to enhance supply chain models with dynamic purchase order management.
With real-time information, scheduling software can work with production and other management software to enhance production schedules' quality, accuracy, and achievability and improve manufacturing processes.
For manufacturing software platforms that also utilize MES or OPT strategies, processes can be improved by eliminating bottlenecks, increasing OEE, and eliminating non-value processes.
Many of these software systems directly address manufacturing needs. Others, such as ERP and MES, either add additional functionality to the platform or are used with other software, such as an MRP. There are many competing software systems out there. When evaluating the one that fits best, look for key features that are especially relevant to manufacturing businesses and understand that there is no one solution that can solve all problems. Here are some features to consider:
Machine speed, spindle speed, and actual and expected efficiency on a per-product basis are measurable and should be included in your software solution. This allows for accurate forecasts of capacity based on existing orders. More advanced software may also include analytics such as "what-if" scenarios for planning capacity when a change in demand or product mix is detected.
Robust, real-time data analytics allows production management to optimize processes across the shop floor. Features such as this allow this cloud-based and highly visualized and contextualized data to be used in crafting strategies for improvement. This improvement may apply to training, process optimization, purchasing, scheduling, etc.
Material availability is critical in any manufacturing process software. The platform must reflect on-hand material accurately and include functionality for allocated material against what is on hand so the balance can be used for scheduling and planning. It should also be able to link to open purchase orders to close the loop on the supply chain and increase transparency in the movement of materials.
Production planning in today's high-speed manufacturing environments can be challenging. Having the right balance and control of inventory is only half the battle. Software features should include robust scheduling capability. By using real-time or near real-time data, schedules can be made more dynamic, agile, flexible, and achievable when balancing BOMs, routings, labor, and capacity utilization.
Like machine capacity, labor capacity must be a component of any manufacturing process software. Due to complexity, Different products will vary from time to completion within the same factory. Labor capacity must be planned in conjunction with machine capacity to reflect the product mix and the complexity of that mix.
Routings are a central factor in any robust software system. These routings will be tied to BOMs so that jobs are only sent to the machines that can perform the work. Work center planning is a step beyond capacity planning, as not all jobs can be mechanically done on all types of machinery. The production floor throughput can be balanced by scheduling work centers.
Quality loss is a significant concern for any manufacturer. Manufacturing process software should include tracking and monitoring quality losses at the machine. But this is just one place where quality management requires embedding within the platform. Industries like aerospace and medical devices require rigid product specifications. Having a system that can include this aspect of quality management is vital for those industries.
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)
Comments