
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

With such a wide variety of challenges impacting the current state of manufacturing, it can be difficult to plan for the future. Not only are costs rising due to inflation and supply chain disruptions, but there also is an ongoing skills crisis.
In order to best prepare for the future, manufacturers can use capacity planning to better understand the resources they will need to meet expected demand. No model is perfect, but effective production capacity planning is a process that helps managers set expectations and ensure the organization is prepared to support its future goals.
Not to mention, it can help to uncover key opportunity areas where existing capacity may exist.
Manufacturing capacity planning is a part of overall production planning that seeks to quantify how much productive capability a company has and how much it needs to complete its order position.
This includes labor and workforce capacity requirements, product mix, supply chain, and other variables. Capacity is the maximum production that can be produced with available resources.
Effective capacity planning can highlight bottlenecks, reduce risk, and trigger decision-making. It also helps decision-makers identify when to scale and when to cut back.
Capacity planning can be done manually, but digital solutions offer far more accurate data, as well as avoid the time-consuming nature of manual data collection.
The primary goal in the capacity planning process is to balance all costs for production operations against the required resources. It means balancing the manufacturing supply of production assets against the manufacturing demand on resources.
Several objectives must be met to achieve this goal, including:
While tightly linked, capacity planning and resource planning are not the same. Capacity planning is the higher level of the two that focuses on manufacturing capacity, including equipment, labor, and other manufacturing components.
Capacity planning pertains to machine speeds, downtime, maintenance, training, and employee skill sets. It seeks to understand how much of each component is needed to produce at maximum efficiency.
Resource planning is more operational. It includes supply chain management and inventory. It also includes logistics and shipping to ensure that the correct components are available for the production backlog at the right quantity and in the time frame needed.
Resource management software is often used to plot demand and supply trends, automatically order materials, and express availability based on material lead time. Production tracking solutions can automatically feed real-time production data into ERP and MES systems to ensure managers have quality data to make effective decisions.
Many people think that capacity planning is simply having enough machines to do the work. But the reality is more complex - it also means having enough available resources to do the job. Sound capacity management implies that team members and project managers use strategic planning to ensure all types of capacity are fulfilled and that capacity and resource plans are aligned.
While there are different capacity planning strategies, the three types of capacity planning are:
Tool capacity means planning to have the right tools for the scheduled product mix. This could be assembly line production in discrete manufacturing such as automobile production lines. It also includes the number, type, and quality of tools used in CNC machining operations.
 MachineMetrics can monitor machine tools to ensure operators and managers better understand tool life and the manufacturing capacity of the tools in use.
MachineMetrics can monitor machine tools to ensure operators and managers better understand tool life and the manufacturing capacity of the tools in use.
Just as you must have the right type and number of tools, you must have the right number of team members and the correct blend of skillsets. Workforce capacity planning also considers the available work hours. This can guide companies in hiring and training decisions and help them develop recruitment strategies over time.
Tightly tied to supply chain planning and demand planning, product capacity planning means having enough material, assemblies, or components needed to do the job. Product capacity planning is also linked closely to supply chain issues like inventory control and the ability to process and move WIP in the appropriate amounts.
With the proper project management, team members can create capacity planning strategies for their organization. Here are the steps needed to develop an effective capacity plan:
Most manufacturers are accustomed to assessment projects to identify areas for improvement. Here, setting new projects and tasks will help outline and organize the team members' work. Each component is a project, and tasks should be arranged on a timeline.
Team members should question the time required to complete plans by functional area, how long (in days or weeks) it will take to acquire the resources to complete it, and of course, whether the plan adds value for the customer and meets their needs.
Metrics and KPIs are critical considerations in developing an effective capacity plan. One practical approach is to run a capacity analysis to zero in on these numbers. By benchmarking the current state, a company will understand where they are, and their strategic planning for capacity will be enhanced.
Production KPIs and metrics can include:
While doing this manually is possible, the best way to accomplish this is through data generated by the machines in real-world production. A machine data platform like MachineMetrics can autonomously collect and standardize machine data so that these key metrics are easily visible and insights can be derived immediately.
Different capacity planning strategies will yield different results, but the project and task list should have realistic schedules and timelines. It should include the type of project and the cost. It should also break out the time per task. This is why optimizing your job standards (and automating the process of doing this) is so important.
Keeping management and teams updated during the project is crucial for success. By monitoring in real-time, the capacity plan can be scaled up or down, or members can be given additional tasks to keep everything on track.
Team capacity and the team's workload are essential to note as well. The project team must stay on point and not be given too many projects or tasks. It must also be a cross- functional team to ensure all departments and considerations are heard. Tasks must be matched by skillset, so teams don't get overburdened with upcoming projects.
This overall process will likely lead to the uncovering of bottlenecks and other forms of waste, which should allow you to increase the overall production capacity with your given resources.
 How effectively is your equipment used? Manufacturers leverage our pre-built (and custom) reports to identify equipment with low utilization rates. This often offers some great low-hanging fruit to take advantage of.
How effectively is your equipment used? Manufacturers leverage our pre-built (and custom) reports to identify equipment with low utilization rates. This often offers some great low-hanging fruit to take advantage of.
Although there are many strategies to consider, here are the most common capacity planning strategies used in the manufacturing industry: Lead, Lag, and Match.
A lead strategy anticipates high demand for production. This strategy means the company will add capacity to entice customers with lower costs for immediately available goods. This acts as a hedge against less agile competitors. Companies need excellent demand forecasting capability to deploy a lead strategy. However, waste and excess inventory will result if demand forecasting is off.
A lag strategy is more conservative and allows a company to react and add capacity as demand increases. It gives them more flexibility to utilize Just in Time production, but if the demand forecast is off, it may result in stock outages and falling sales. Lag Strategy is a helpful strategy for stable and very predictable manufacturers.
A match strategy is used by companies with a good handle on manufacturing capacity and equipment utilization. Because they understand their manufacturing capacity, a spike in demand can be layered over weeks or months to reach the higher unit level.
Managing capacity is a huge challenge in today's world. Capacity planning has several advantages for modern manufacturing companies, including:
Supply chain components such as purchasing and minimum order quantities can be sharpened with accurate capacity planning. This is especially true when tying supply chain management software with real-time data available with a factory monitoring system.
When an operation has optimized capacity, supply chain management can have confidence in ordering and receiving inbound materials and components. This helps them mitigate the risk of overstock or stock-outs.
Resource management includes directing and organizing the human capital within manufacturing. This includes onboarding, training, assigning labor, and ensuring they have the right tools and skillsets. Like supply chain management, resource management software can also be integrated into advanced factory monitoring and machine data platforms like MachineMetrics.
Good capacity planning strategies can lower costs, especially when using data-driven monitoring software that helps unlock hidden capacity. The added capacity can reduce overall production costs with better OEE by making the factory more efficient.
If you can produce more, you can ship and deliver more. With that comes the ability to take advantage of more cost-effective delivery strategies. Reduced expediting, larger shipments, and other delivery strategies can be optimized with better manufacturing capacity planning.
Because comprehensive capacity planning includes manufacturing capacity, tool capacity, and workforce capacity, upper management can more easily mitigate risk. This includes better purchasing strategies for tools, focused hiring and retention of skillsets, and improved production efficiency.
As data reveals how much capacity is hidden within manufacturing, opportunities to improve processes result in higher efficiency. A best-in-class Industrial IoT platform using AI to drive advanced analytics and machine learning algorithms can direct management to problem areas where new SOPs can take advantage of new capacity.
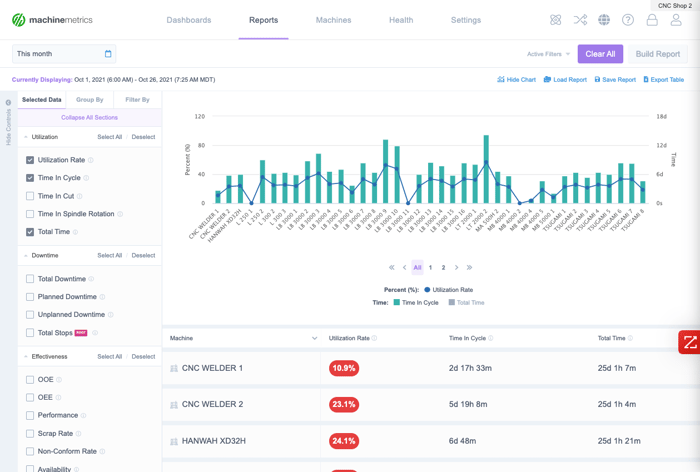
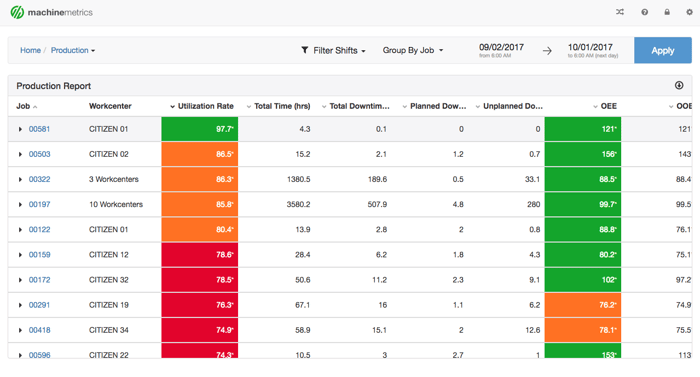 Know exactly where there are inefficient processes and hidden capacity. Pictured here is a real-time production report from MachineMetrics that breaks down the data by each machine.
Know exactly where there are inefficient processes and hidden capacity. Pictured here is a real-time production report from MachineMetrics that breaks down the data by each machine.
With advanced IoT platforms like MachineMetrics, devices are simple to install on any equipment. Data can begin flowing out of the box to provide actionable insights. Use this time to prioritize the "low-hanging fruit" and prioritize those projects as high-value targets for team members.
A manufacturing operation is a complex web of knowledge. Create multifunctional teams for initial process audits to include operators, technicians, maintenance, scheduling, middle managers, and executives. Each has viewed the operation from their perch and can offer ideas.
With an advanced industrial IoT platform, data is unsiloed and available to everyone. Features like customized reporting and visualization dashboards can be designed for users, helping keep a strong level of communication and a single source of truth.
Real-time data helps identify areas for improvement that unlock hidden manufacturing capacity. It can also highlight areas where additional training or skill sets are needed. Using resource management software can help leaders understand when to hire resources. It can also help them determine how to onboard quicker, train better, and develop human capital to increase resource capacity.
Just as factories often need additional manufacturing capacity to meet demand, real-time data unlocked with digital solutions can create situations where processes are optimized to create excess capacity.
Tying together management software with a machine data platform ensures that managers are using accurate production data to allocate resources and capacity efficiently.
MachineMetrics Machine Data Platform easily integrates with other software to provide real-time data to plan, produce more, and manage capacity with data-driven decision-making. Book a demo today to learn how we can help you make the most out of your manufacturing capacity.
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



.gif)






Comments