
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Manufacturing has continuously evolved. Many of the industry’s changes were incremental and, at times, reluctant.
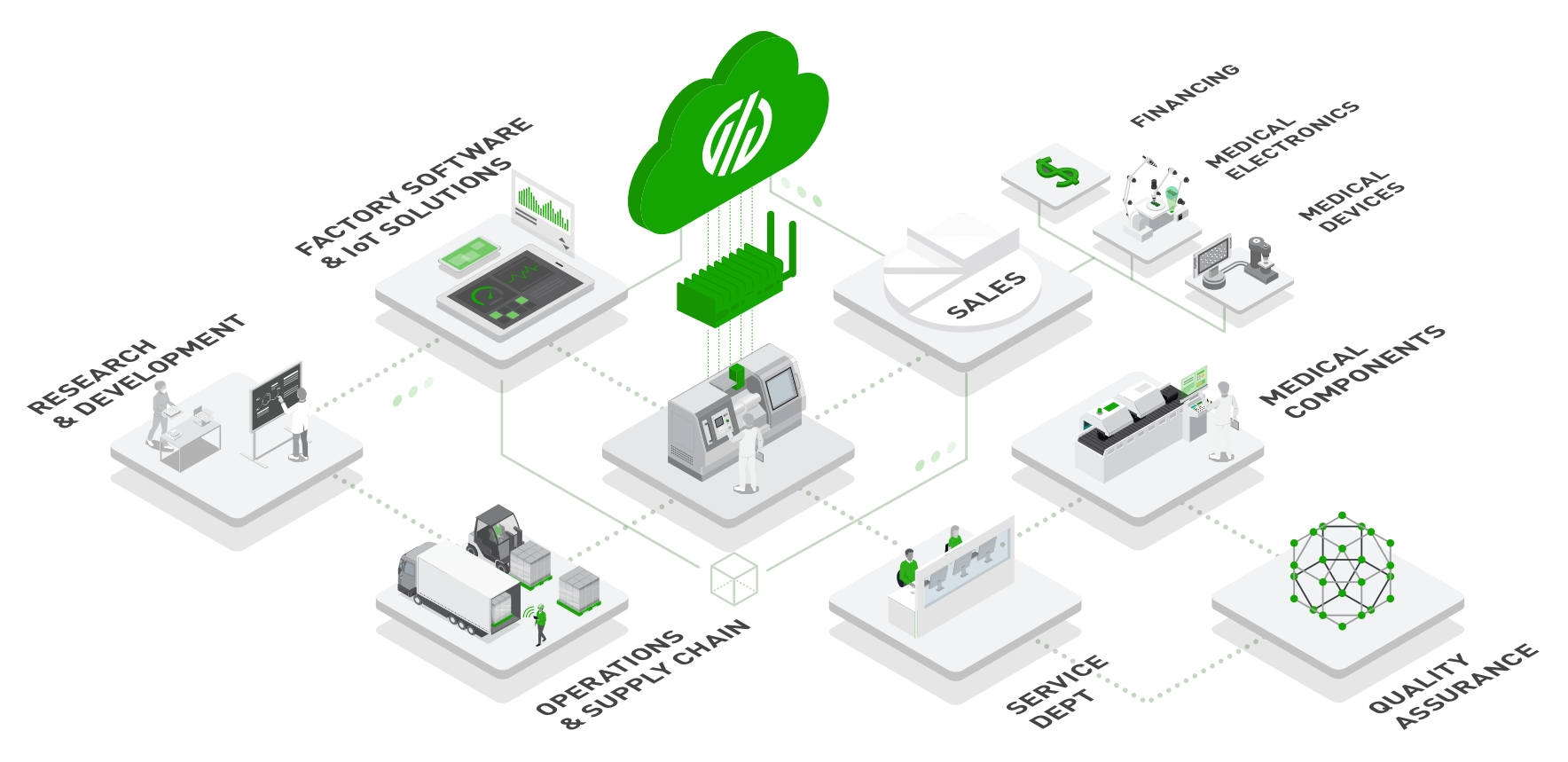
This consists of small sensors and other hardware that are connected and communicate with one another. They might be used for asset management, energy reduction through smart HVAC and lighting, machine data collection, and more.
Machine learning and predictive analytics are critical for a smart factory. Data can be combined and used to fuel machine learning models that offer decision-making insights from sets of information too complex for humans to derive value from. They can be used to forecast demand, perform predictive and prescriptive maintenance on machines, spot openings and opportunities in the market, and more.

In a smart factory, connected machines provide the opportunity for humans to step outside of the loop, and allow automation to step in. In many cases, machines are better able to handle tasks faster and more accurately than their human counterparts. Industrial automation frees these humans to focus on other complex cognitive tasks that are better suited for human minds than machine minds (at least for today.)
Some digital factories take automation to the next level using lights-out manufacturing techniques, removing humans from the manufacturing process entirely. This type of smart factory means the ability to start the factory, turn the lights out, and walk out with the understanding that the factory will continue to produce, even 24 hours a day, without human intervention.
Cloud technology empowers digital factories with the ability to store and analyze vast swaths of data using secure equipment they share with others, accessed through the web. Cloud technology affords manufacturers faster and more powerful machines and greater storage capacities (with greater protections) than what is usually feasible to purchase and maintain in-house.
Edge computing takes data coming from the smart factory floor and processes it close by, removing the wait time it can take to upload to the cloud, analyze, and redistribute info to the factory floor. Edge computing enables real-time analytics and ultra-fast decision-making using data, and is perfect for safety mechanisms, predictive maintenance, and similarly time-sensitive computing tasks.
One of the most obvious benefits is a major boost to efficiency. By removing inefficient human decision-making processes that are slow, biased, or incorrect, a smart factory can produce more with less.
Digital manufacturing opens up opportunities for more, new, higher-paying jobs that many people find more engaging and fulfilling. These higher-paying jobs also attract young, new talent to the field with new insights and concepts to better the facility.
A smart factory is also a breeding grounds for innovation. The agility realized with real-time analytics mean there is more room to experiment, be creative, find solutions to new problems within the market, and test ideas at scale without spending unnecessary resources.
Digital factories even see an uptick in customer satisfaction, because costs can go down, shipping times can go down, all the while quality and consistency go up.
Here are several ways to start your digital transformation and implement a digital factory operating model:
Companies must thoroughly assess where they stand and the pace at which they plan to achieve a digital factory. Will the changes be incremental or "all in"? How will “buy-in” be achieved?
These questions must be answered, and current performance must be benchmarked to understand where a company is and how to get where it wants to go.
As digital factory teams move forward and the impact of real-time machine data becomes apparent, creating a digital culture is more manageable. In a digital culture, communication and collaboration are based on data-driven insights. Process improvement becomes easier to accomplish and can be identified by any employee with access to data.
Here are a few of the challenges of implementing a digital factory and how you can overcome them:
Many small and medium-sized businesses lack advanced IT skillsets on, adding to the cost of implementation. So, select a trusted solution provider with a track record of customer service. Providers like MachineMetrics offer a system with an intuitive installation that can be up and running in minutes.
It’s easy to start a digital transformation to a smart factory without fully understanding what it means and what you want it to do. The solution is to engage early and deep dive into processes to understand where you are and what solution providers best match your organization.
Many solutions are expensive. But with the proper planning and selection, the right solution provider will deliver a system far exceeding ROI expectations. A pilot program can quickly make believers out of skeptical executives.
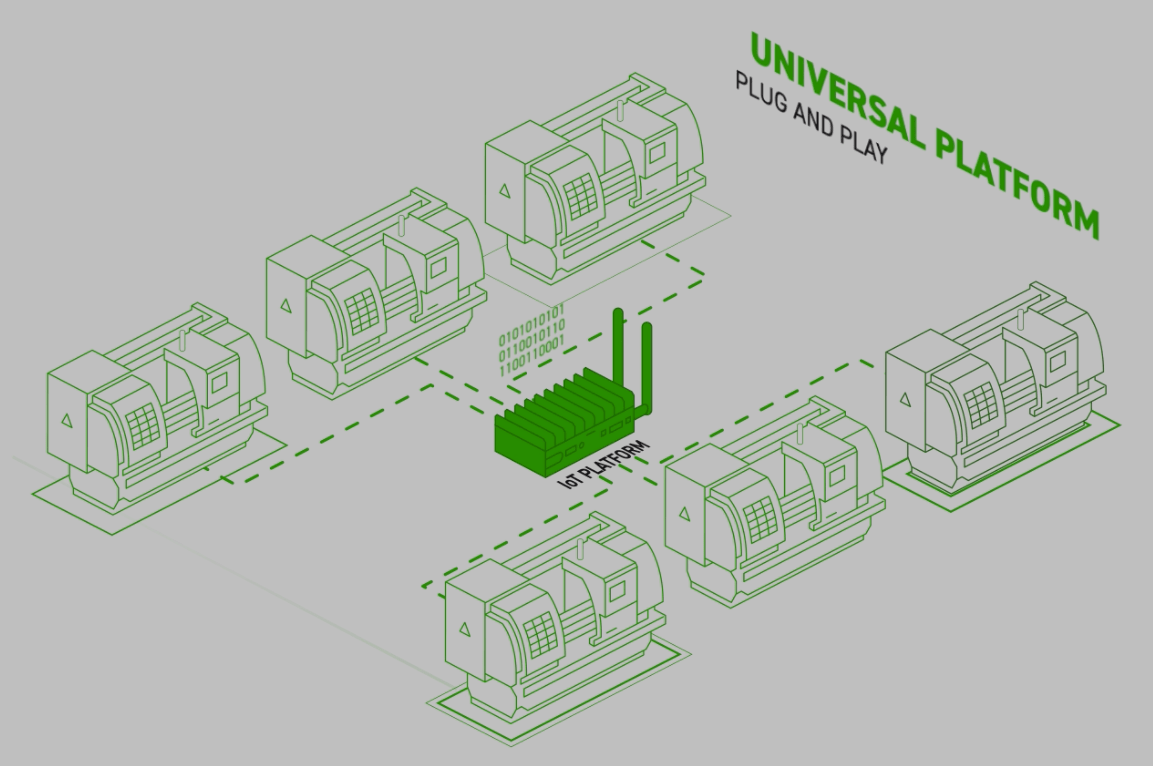
MachineMetrics supports digital factory initiatives at every level of implementation. From our high-speed data connectors that collect machine data directly from the source at 1kHz (1000x faster than the 1hZ available on most industrial sensors) to our data standardization software that ensures the information you collect plays nice together and can get you results immediately.
Our cloud and edge computing capabilities support both deep analytics and long-term storage on the cloud as well as near-instant, real-time analysis to fuel fast decision making on the edge.
Our customizable dashboards offer multiple views into your data and everyone can access the information they need when they need it in a simple-to-understand, color-coded format. For shop floor workers, we offer tablets directly at the machinery so they can overlay human context with the data we collect. All of this plus industrial-level security has our customers seeing ROI in as little as five days.
Reach out to our team to learn more about MachineMetrics, or book a demo today.

Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)




Comments