
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

The power of data brought to life by the rise of the Industrial Internet of Things (IIoT) and the Fourth Industrial Revolution (Industry 4.0) technologies is undisputed. For manufacturing, it’s no longer a question of whether companies will digitize and incorporate these systems into their operation - it’s a question of when. It’s also a matter of survival and competitiveness.
For data standardization, there are many things to consider, such as how the data will be collected, what systems will be deployed to manage it, and how it will be analyzed to enable actionability. Without standardization, you’ll be left with varying data formats, siloed data collection systems, and a lack of actionable insights.
But what is data standardization, specifically in the context of manufacturing? And how does its importance matter to manufacturers beginning their digital transformation journey? Read on to learn why automated data collection and standardization is the first and most critical step in the successful implementation of IIoT within a lean manufacturing environment.
Data standardization converts the enormous volume of incoming information into a standard format. This allows end-users such as operators, technicians, line supervisors, middle management, and executives to utilize insights revealed in the data.
The goal of standardizing data effectively is to automate the process of collecting disparate data sources and autonomously translating them into one common model from which people and systems can consume the data for analysis and actionability.
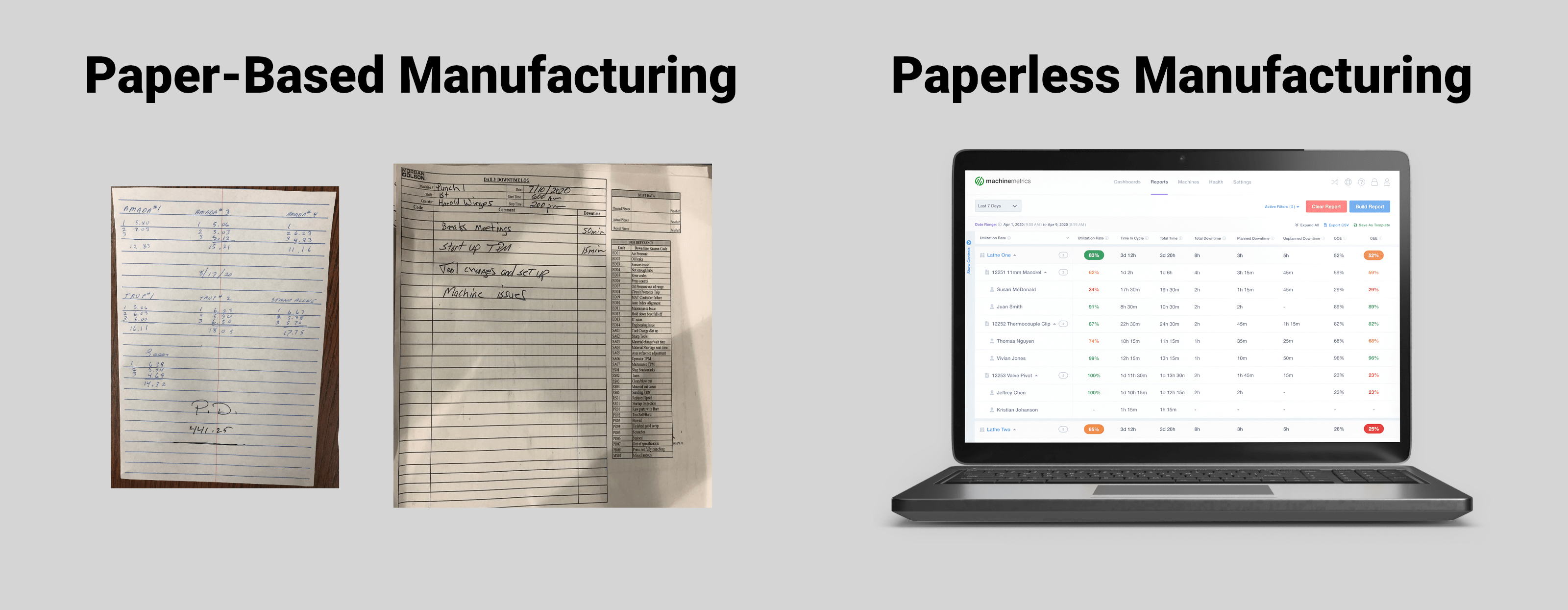
| ⚠️ The alternate option is to manually collect data and aggregate it into a standard format using a hodge-podge of tools that may include paper, whiteboards, excel, or legacy software solutions. And after all of this is complete, manual analysis of the standardized data would still be required to glean insights. Imagine if you could automate this entire process? |
It’s typical for manufacturing companies to employ equipment made by different OEMs. It’s also typical that this equipment ranges in age across many years. So, connecting the equipment in a comprehensive system is difficult enough. But trying to deal with so many different data sources without a data standardization process would be incredibly difficult, time-consuming, and resource-intensive.
|
Data Point |
Machine A |
Machine B |
Standardized Data |
| Date | December 27, 2022 | 12/27/2022 | 12/27/22 |
| Part Count | part_ct | Part:Count | PartCount |
| Machine Alarm | estop | Alarm:EStop | EmergencyStop |
With data standardization, the many different data formats are transformed into a common model via an edge device. With data-tag mapping software on the edge device, the data is first mapped to a common model, and then can be sent to the cloud for further analysis.
Once standardized, data can be stored in data warehouses, the cloud, data lakes, or other databases. These standardization processes help users at the factory and shop floor level, as well as other business-related departments such as supply chain and operations. Data can also be used in other computer operating systems (such as MES and BI software) as a critical component in decision-making.
Having standardized data means that everyone operates on the same page with consistent real-time data and a single source of truth.
This sounds simple in principle, but what sets a solution like MachineMetrics apart is the rapid connectivity to any and all machine assets, ensuring that all information from your equipment can be collected, standardized, and contextualized. Further, with out-of-of-the-box features such as dashboards, notifications, and workflows, you can get to value in weeks, not years.
The problem is, many manufacturers do not engage in data standardization, and attempt to manually record and analyze data, or use legacy solutions to map their data to a unified model.
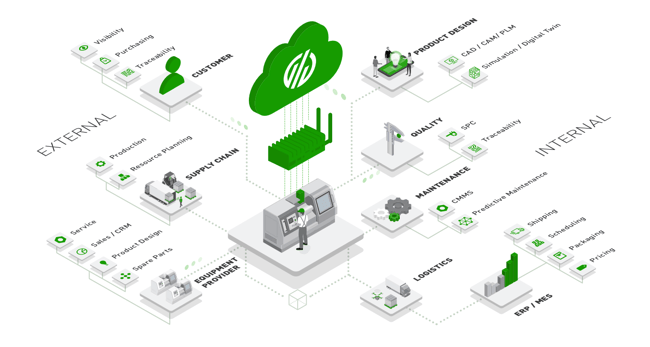
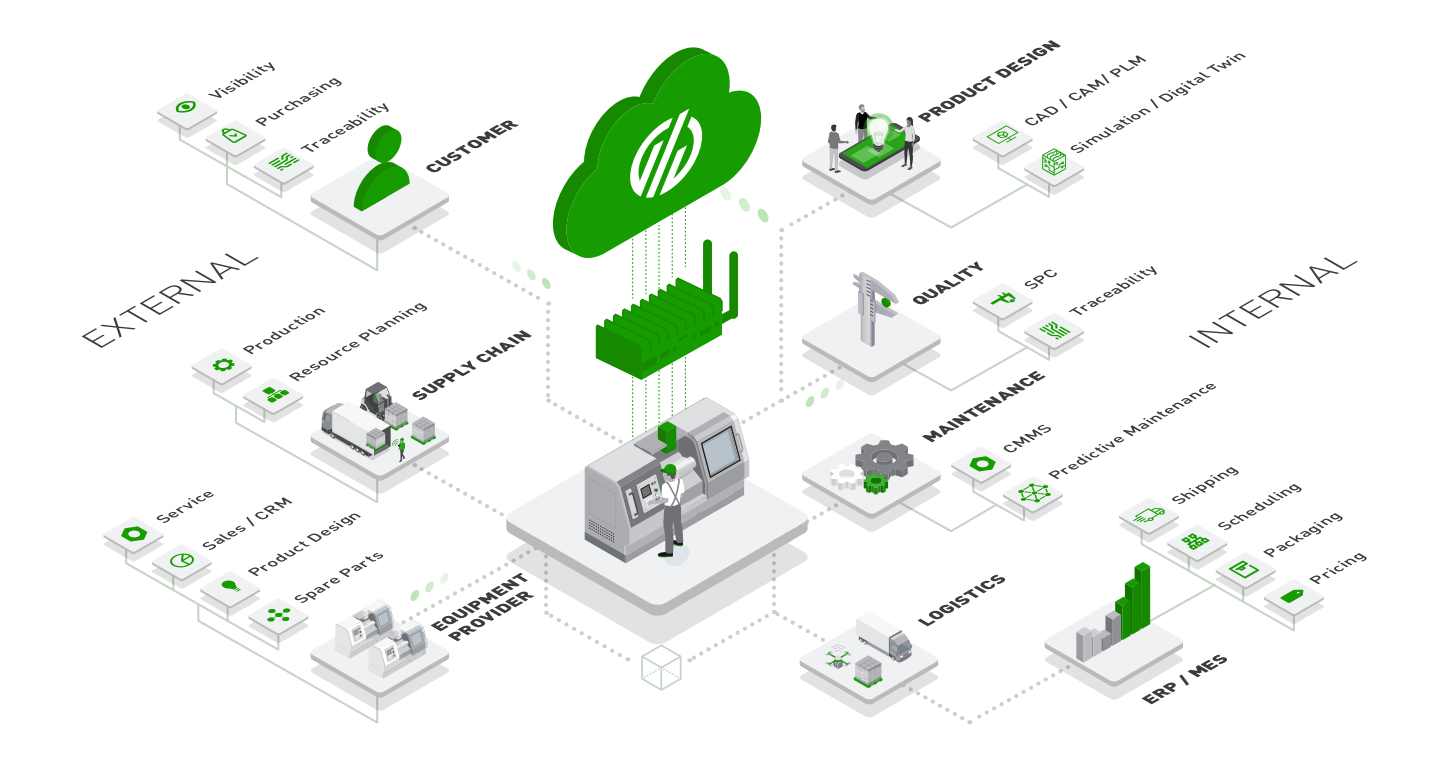
There are a limitless number of use cases when it comes to leveraging standardized factory data. What’s important is that this machine data represents the most accurate source of information on the shop floor, as it is the data most closely associated with production.
For this reason, both teams and systems can rely on the data to make better decisions on a daily basis. This concept of using machine data throughout the organization is referred to as “the Machine Data Digital Thread.”
Here are a few use cases for data standardization:
With standardized data, advanced analytics can deliver real-time condition status to tablets and monitors at the point of production. Operators can see current production, faults, status, and other relevant information in real-time and act on it through intuitive interfaces.
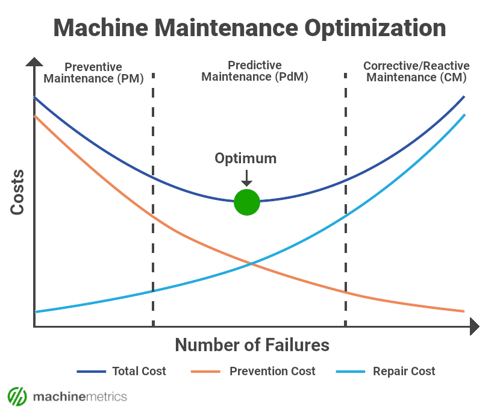
By using historical problems and current data, maintenance can move from a calendar-based to a condition-based strategy. This helps reduce cost while prolonging equipment and tool life, the ultimate goal of a maintenance program. As digital maturity grows, operations can even begin to move towards predictive maintenance strategies.
Data standardization can be analyzed and connected via API to other business intelligence software to help predict product trends, identify field failure, analyze quality issues, and more. These trends can help manufacturers make sharper decisions on corporate growth strategy, process improvement, and cost reduction. With data standardization occurring at the edge via a machine data platform, it can be pushed into other systems, such as an MES or ERP, for better insight into the production, and better decision-making.
Taking action on data is only possible if there are key insights derived from data. ie. A machine has experienced a downtime event, we are behind on production goals, our defect rate is higher than usual, etc. Further, insights from data can only be derived if that data is easily consumable. With easily consumable data, manufacturers can begin using that data to enable faster decision-making, which eventually leads to automation.
For example, MachineMetrics can enable you to instantly notify a production manager when a machine experiences a downtime event, build workflows that send machine condition data to a CMMS to generate work-orders, or automate capacity analysis, setup analysis, and downtime analysis.
The arrival of Industry 4.0 and IIoT meant connecting manufacturing equipment across an enterprise. The power of the data collected has proven to be high-value for production monitoring, process improvement, and unlocking hidden capacity in the connected factory.
It also drives more agile and responsive supply chains, improves forecasting and purchasing, and a host of other uses. But these tools have forced data standardization at a fast clip, too.
This standardization is a natural outcome of Industry 4.0 because the tools and applications that are intended to use this IoT data are unlikely to be able to ingest or use the data if it is not standardized into a common model. This is why solutions like MachineMetrics are integral to a connected manufacturing environment.
Not only does MachineMetrics offer a plug-and-play solution for machine data collection, but data from all equipment makes and models can be autonomously transformed into a common data set. This data can then be used within the MachineMetrics platform via reports, dashboards, and workflows, or be sent to other systems like CMMS, QMS, ERP, or MES.
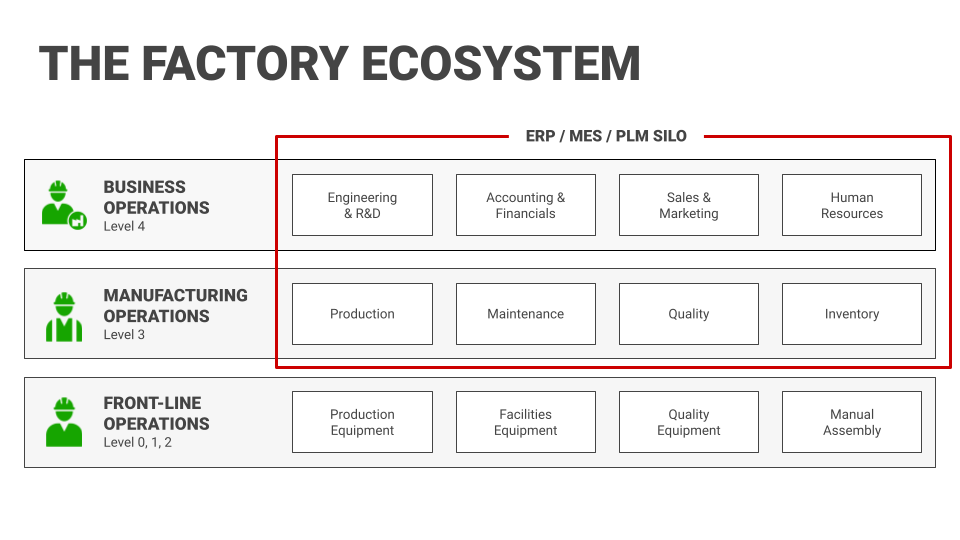
Learn how you can build the right factory stack with a set of best-of-breed solutions.
Automating the tedious data collection required on the shop floor, as well as the standardization, contextualization, and analysis is integral to driving performance improvements. Let's review some of the key value levers of a machine data platform like MachineMetrics.
MachineMetrics can be installed quickly to capture, transform, and contextualize data. It can be added to new or legacy equipment to instantly transform data into standard structures, making reporting and analytics consistent. Since it works with digital and analog equipment, devices can be up and running in minutes with standardized, high-quality data. Within a day, you can be visualizing production across your operation.

The ability to drill down, monitor, and control activities at the spindle, machine, shift, or factory level can improve efficiency and drive more throughput. It also means less human intervention and less human error. No more manually tracking on a whiteboard, adding data in an HMI, or analyzing data in an Excel spreadsheet. From shop floor to top floor, each manager can drill down at the level that makes sense for their corresponding responsibilities.
Data standardization and advanced analytics can deliver insights to maintenance. This can take the form of simply notifying the right person when equipment goes down, or developing a usage-based maintenance program for ensuring that equipment is maintained at the optimal time. This historically developed actionable data also extends to other teams. For example, in the case of production, you can establish accurate cycle times and standard work, or in the case of quality you can have a useful benchmark for measuring defect rate.
Much like the Hubble telescope was a game-changer in astronomy, standardized data gives manufacturing companies an unprecedented level of visibility into their shop floor operations. Users can track and visualize performance, problems, trends, and insights like never before, all in real-time.
Data analysis has always required high skillsets and many employees. With data standardization and actionable analytics insights, companies now have the power to design custom reporting and analysis to fit their needs without onboarding a team of data analysts. This also ensures that resources are used as effectively as possible. For example, measuring the effectiveness of machine operators, or tracking machine availability.
Shareholders and owners pay a high price for companies not utilizing IIoT and data standardization. Profitability is significantly higher with standardized data as it can help to unlock capacity, drive process improvement, lower maintenance costs, and more.
As the industry copes with the growing number of data points and data sources, you can take a leap forward with a significant competitive advantage: Accurate, real-time, standardized data, all available at your fingertips for making decisions on the fly, identifying problems immediately, and running in-depth analysis to spot inefficiencies, hidden capacity, and process bottlenecks.
Book a demo of MachineMetrics today to see how, or check out how some of our customers are driving value with a Machine Data Platform:
Ready to empower your shop floor?
Learn More

.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)



Comments