
Book a Demo of MachineMetrics
The leading platform to collect, monitor, analyze, and drive action with machine data. Set up time with a product specialist to learn how we can help your operation.
Ready to empower your shop floor?
Learn More.svg)

Shop floor management systems require data to execute their core functions properly. MES systems need part counts, cycle times, and inventory records. Quality management systems need rejected part rates and scrap reasons. CMMS systems need data on machine downtime events and maintenance reports. The list goes on.
But there is one major problem here...
Most management systems rely on manually collected data to carry out their functions. The data being put into these systems is usually delayed, inaccurate, and often not uploaded to the system altogether.
The key to solving this problem: Machine connectivity, which unlocks a stream of accurate, real-time production data straight from shop floor equipment and machine integration, which involves sending this data to shop floor systems.
Integrating machines with your shop floor systems ensures that each system has the most effective data it needs for either people managers to make decisions, or to enable the system to drive automation based on the data.
Let’s take a closer look at the benefits of machine integration for your factory stack.

Machine integration is the process of collecting, processing, and standardizing data from manufacturing equipment and connecting it to shop floor systems, such as an MES or ERP.
Integrating equipment combines the benefits of real-time data collection and analytical capability with critical enterprise software. This integration enables companies to automate manufacturing processes and allows systems like MES and ERP to reach their full potential.
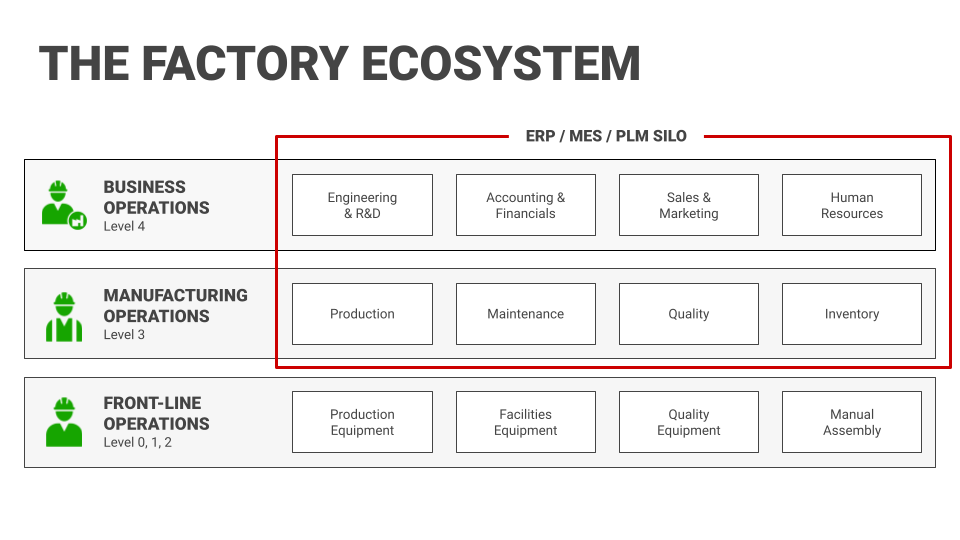
MES is used to manage resources, schedule production processes, coordinate quality, drive preventive maintenance efforts, and visualize production process performance. It allows decision-makers to visualize and understand the performance of the shop floor in real-time. But an MES is limited when machines aren't connected.
Without connected machines, shop floor systems force operators and managers to manually compile, upload, and analyze information.
By utilizing a production monitoring platform like MachineMetrics, systems such as QMS, CMMS, and Quoting benefit from the real-time production data.
Some quick examples to highlight the actionability and value of machine data:

Explore additional benefits in some of our recent articles:
Full machine integration means linking production machinery and equipment to shop floor systems. This involves a variety of components, from the machines and hardware used, to the industrial protocols enabling the communication, to the platform for collecting and standardizing data.
The integration of a complex system can be challenging and has traditionally encountered cost barriers to adoption. This is often the case with DIY builds of connectivity solutions as well as 3rd party solutions that require extensive in-house technical resources to deploy and maintain.
Discrete manufacturers need an out-of-the-box connectivity solution that enables data capture and standardization across all their equipment while also being extensible, to ensure integration with other shop floor systems.
MachineMetrics was built with this idea in mind. In fact, MachineMetrics is built to be extended in ways that we can’t even imagine. Explore all of the integrations, or continue learning more about integrating equipment below.
The core concepts of machine integration include:
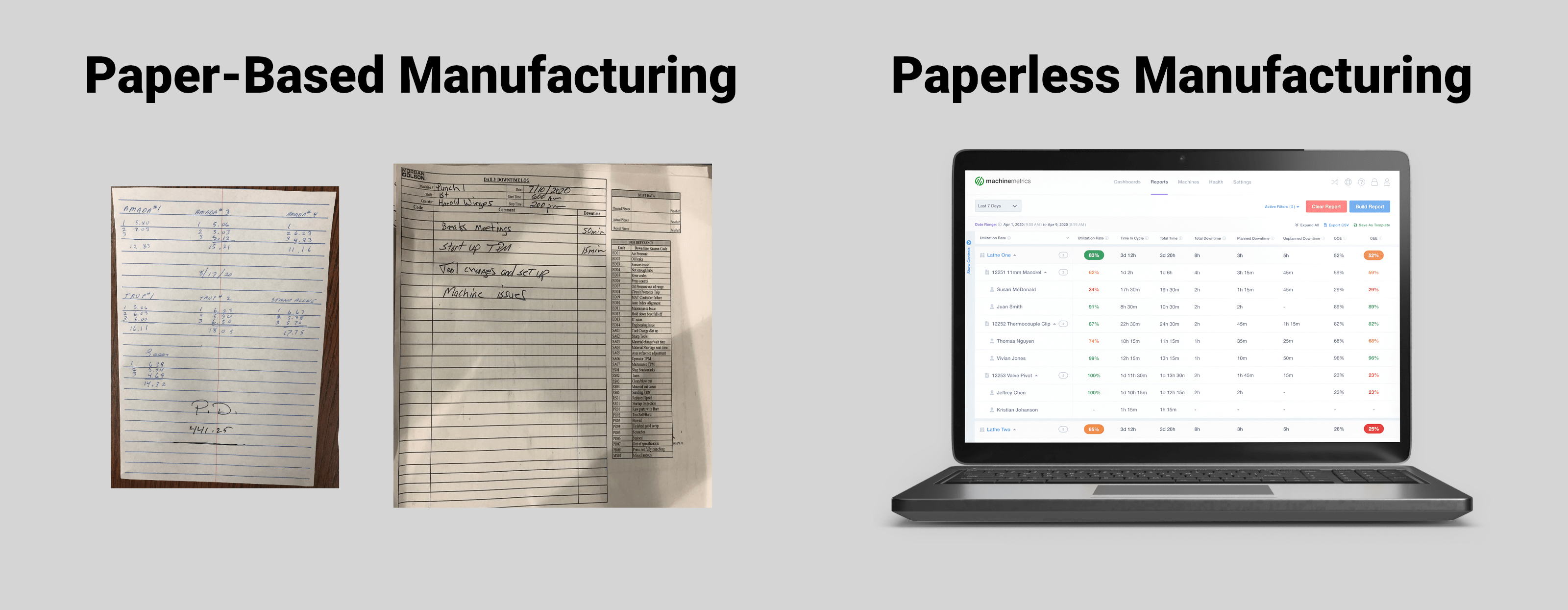
Even with advanced MES systems, most manufacturers are forced to do a lot of manual data collection and entry. This manual task continues the habit of "islanding" automation and doesn't fully unlock the potential of the automated equipment.
By reviewing manufacturing processes, assessing connectivity barriers, and documenting what data should be collected, managers develop a picture and plan for moving forward. This review may mean continuing the manual data collection in the short term to understand the required baseline production KPIs. But likely, these baselines will be flawed due to the inaccuracies of manual data entry.
Deploying a machine connectivity platform gives companies complete control over their machine-generated data. Most early automation of manufacturing assets required that data be manually transferred to yet another system for analysis. This automation limited the system's value by adding silos that inhibited continuous improvement initiatives or required additional labor and time to address.
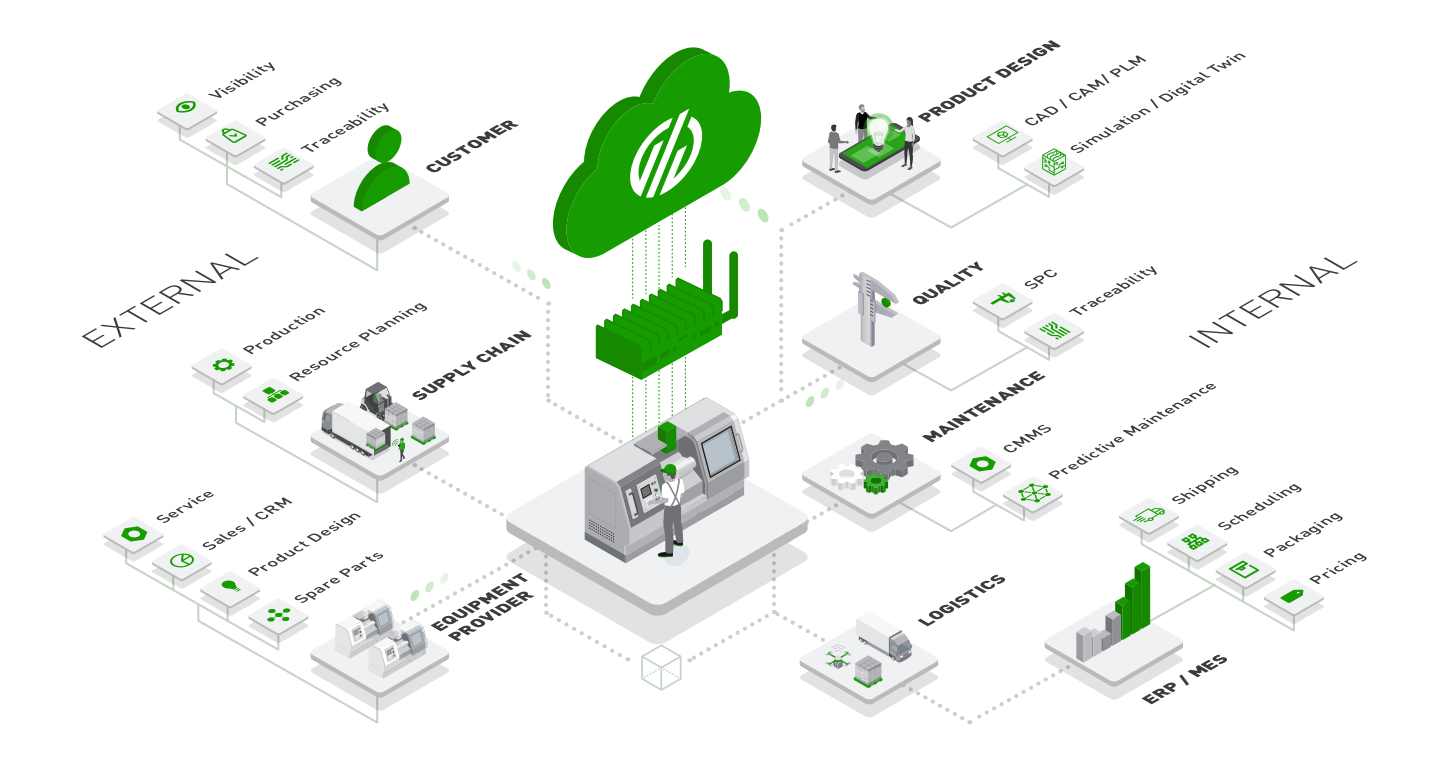
A machine connectivity platform collects data in real-time and standardizes, organizes, and analyzes it across the production floor. This data is then available for consumption by other areas within the enterprise so that the same information is used to improve their processes. It supercharges MES, ERP, CMMS, and other systems to unlock their true potential and function using real-time information.
A comprehensive system brings finance, scheduling, planning, supply chain, quality, and maintenance into real-time data streams so that all decisions made support the production flow as it’s happening. This boosts production efforts and aligns core functions and improvement efforts.
The addition of a data platform increases the potential for process improvements. So, implementation teams should plan on how to leverage the data collected. With real-time data integration across formerly disparate systems, that data is best placed into the hands of the operators and managers who need it.
Highly intuitive and interactive HMIs may be placed at the point identified as most necessary for operator intervention, such as at machines. Operators can then contextualize the data as circumstances require, and the changes will be immediately available to all areas.
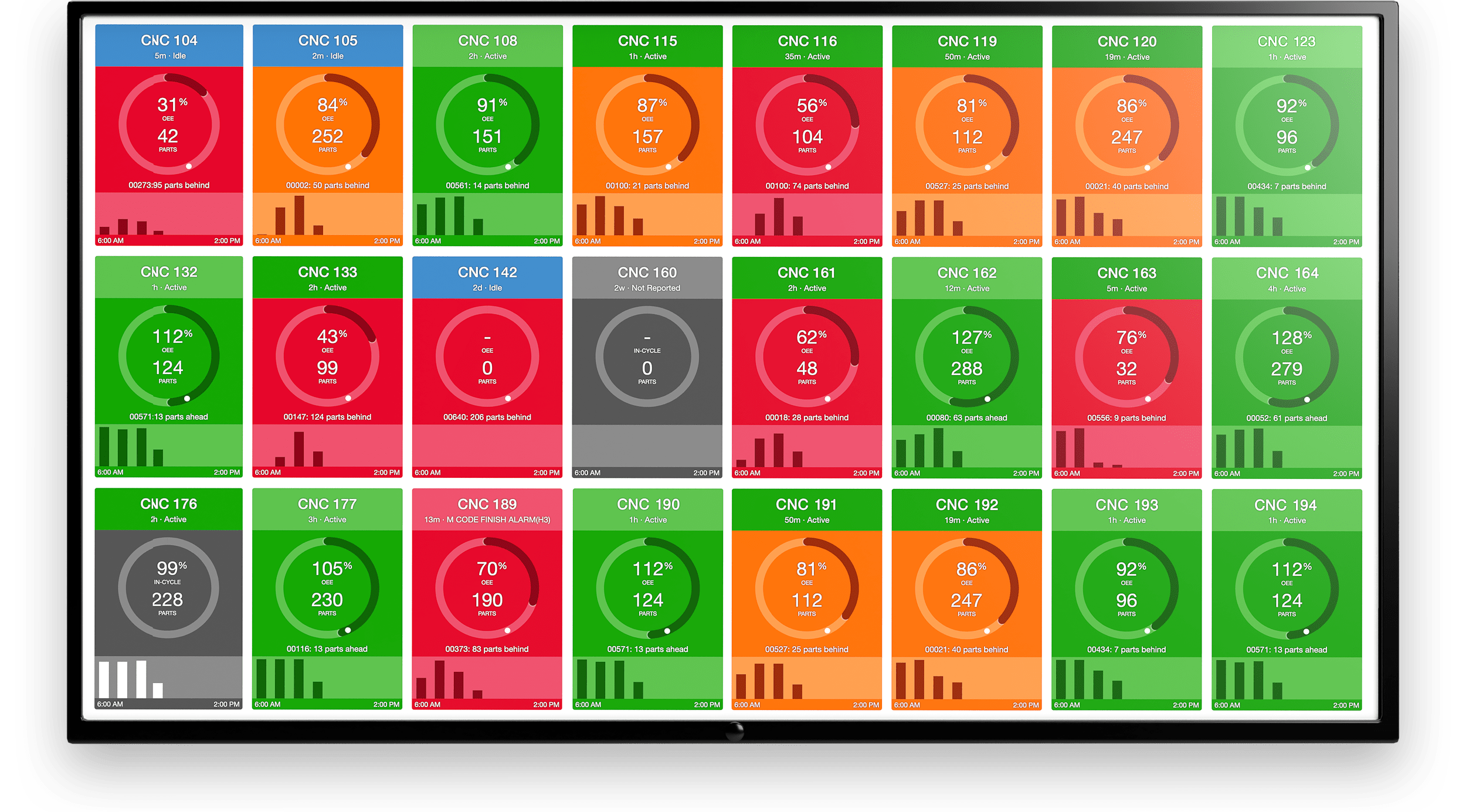
Real-time condition-based monitoring brings visualization to users' fingertips using customized dashboards and automated workflows. It also delivers access through HMIs, PCs, tablets, and other mobile platforms.
Complete integration of machine data means you can extend its benefits beyond production. The value of the data for pure production monitoring and shop floor control is just as valuable to maintenance, quality, and other support areas.
For companies using or considering a computerized maintenance management system (CMMS), real-time data is leveraged like it is in production, with predictive and prescriptive capabilities beyond traditional maintenance strategies.
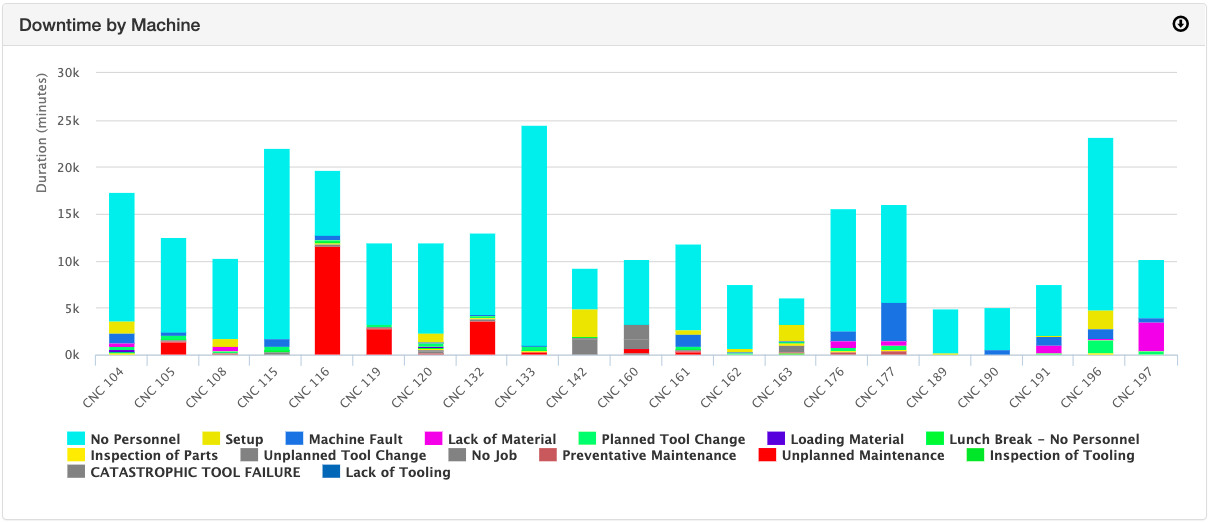
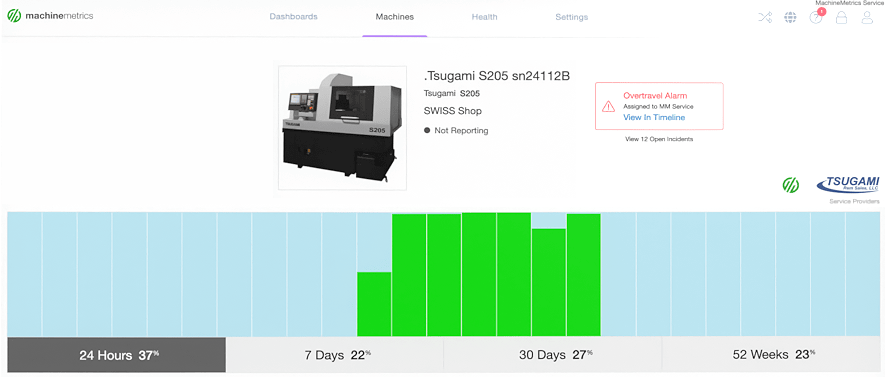 In MachineMetrics, users can drill down to the machine level to understand the performance and health of equipment. This data can be used to trigger workflows, enable notification, and create work orders in a CMMS.
In MachineMetrics, users can drill down to the machine level to understand the performance and health of equipment. This data can be used to trigger workflows, enable notification, and create work orders in a CMMS.
Maintenance teams can move from preventive to predictive strategies using analytical insights and actual machine conditions. This reduces downtime, unlocks capacity, lowers the cost for parts, and improves the health and lifespan of valuable capital assets.
The same is true for companies using quality management software (QMS). Using the benefits of real-time data, a quality management strategy can be less quality control and more quality assurance. Scrap rates and rework can also be reduced as the integrated system delivers data-driven insights.
There are a lot of devices to choose from when integrating your MES system and other systems. Traditional automation consisted of a lot of proprietary software and programming to keep buyers in a single ecosystem of products.
Companies often have to customize these solutions in-house to suit their business needs, driving up costs and creating delays. For example, it will be a major challenge to standardize data across different devices and equipment.
The MachineMetrics Edge device is simple to use, easy to install, and offers low or no code connectivity to digital and analog equipment. This enables manufacturers to bridge disparate systems and OEM equipment to ensure data collection is complete and the integration with factory systems are not filled with gaps.
CNC machines and other manufacturing equipment should be integrated with shop floor systems. Without it, at best, the data is moved multiple times and is time-delayed as it moves through the system. This practice introduces human error and outdated insights, resulting in an incomplete visualization of the production flow.
At worst, after spending critical investment dollars on automation, the collected data is useful at only a fraction of its potential. This shortcoming offers less opportunity for optimization in production and all but eliminates the ability to use these insights in quality, maintenance, planning, and other areas. Data remains siloed, and the ROI on the automation investment is much lower than desired.
The MachineMetrics Connectivity Platform delivers real-time, actionable insights from machine data. It also enables integration via API to bring MES, QMS, CMMS, and other systems under one unsiloed data umbrella. The powerful data collection, standardization, and extensibility enable these systems to function as designed, but with the power of real-time information instead human error and dated manual data.
Browse our integrations or reach out to our team if you would like to learn more about integrating your equipment.
Ready to empower your shop floor?
Learn More

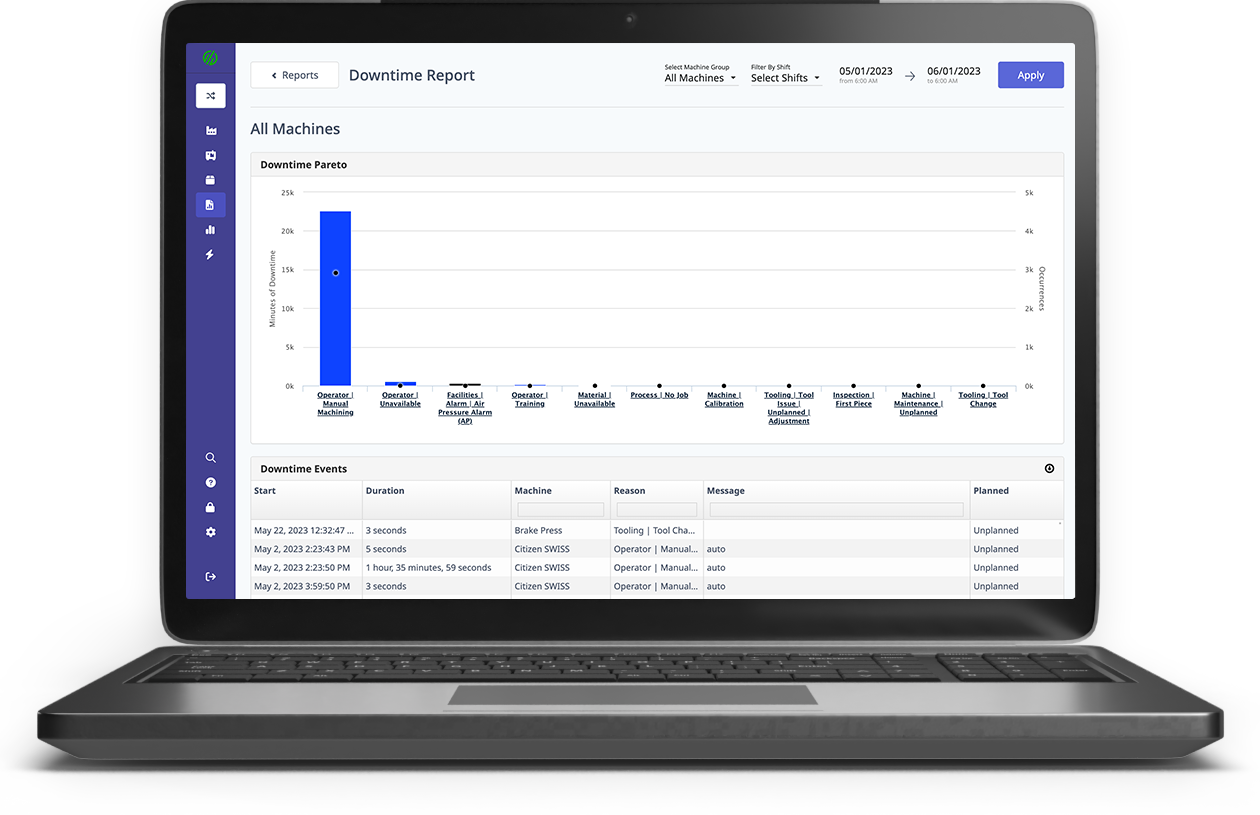
.png?width=1960&height=1300&name=01_comp_Downtime-%26-Quality_laptop%20(1).png)


Comments